






Valtion rahoitus korkeakouluille pienentyy, ja kilpailu kansallisesta ja kansainvälisestä TKI-rahoituksesta tiukentuu. Tässä kilpailussa pärjätäkseen on kyettävä synnyttämään ja osoittamaan vaikuttavuutta….
Käytetystä autosta materiaalit talteen ja kiertoon
Autonpurkumenetelmien, teknologisen kehityksen, automaation, materiaalien uudelleenkäytön ja liiketoiminnan näkökulmia
Case lasimateriaali
Tiivistelmä
Euroopan parlamentti ja neuvosto ovat painottaneet tarvetta uudistaa ajoneuvojen uudelleenkäytettävyyttä, kierrätettävyyttä ja hyödynnettävyyttä sekä romuajoneuvoja koskevaa lainsäädäntöä. Kiristyvät kierrätysvaatimukset edellyttävät autojen eri materiaalien tehokkaampaa talteenottoa ja uudelleenkäytön varmistamista. Tässä Suomen Autokierrätys Oy:lle ja Uusioaines Oy:lle tehdyssä autolasiprojektissa selvitettiin käytöstä poistuvien autojen lasimateriaalien talteenottoa ja kierrätystä sekä niihin liittyviä purkamismenetelmiä ja -teknologioita sekä liiketoimintamahdollisuuksia.
Työ aloitettiin autolasien kierrätyksen nykytilaselvityksellä. Autoperäisen lasin kierrättäminen olisi jo nyt käytännössä mahdollista valtakunnallisestikin, mutta käytännön toteutuksessa esiintyy kuitenkin puutteita, vaikka monet lasinvaihtoliikkeet ja kolarikorjaamot lajittelevatkin vaihdetut ajoneuvojen tuulilasit kierrätykseen. Lisäksi käyttökelpoisia sivulaseja irrotetaan jo nyt purkamoissa myytäviksi ja uudelleen käytettäviksi. Lasin voi kerätä puhtaasti irrottamalla ja ottamalla ne talteen ajoissa ennen vaiheita, joissa lasi saattaa hajota hallitsemattomasti, kuten kuljetuksessa murskaamolle.
Ajoneuvojen kaksi yleisintä lasityyppiä ovat karkaistu ja laminoitu lasi (tuulilasi). Tuulilasia lukuun ottamatta ajoneuvojen lasit ovat useimmiten karkaistua lasia. Karkaistun lasin vastaanottohinta on parempi, sillä sen kierrätyksessä on vähemmän vaiheita kuin laminoidussa lasissa. Hyväkuntoiselle puhtaalle karkaistulle lasille on positiivinen vastaanottohinta. Tuulilaseja on vaikeampi käsitellä kahden lasipaneelin välissä olevan kalvon vuoksi. Laminoidun lasin PVB-kalvo on puhtaana arvokasta raaka-ainetta eli kalvon irrottaminen tuulilasista mahdollistaa sekä lasin että kalvomateriaalin kierrätyksen.
Muovien ja lasien erottelu ennen murskausta ei siis toteudu valtakunnallisesti kattavasti. Tietojärjestelmien hajanaisuus ja purkuohjeiden heikko saatavuus vaikeuttavat purkuvaiheen ja kierrätyksen hallintaa sekä materiaalien jäljitettävyyttä. Lasi, joka on noin kolme prosenttia auton massasta, on hyvin vaikea kierrättää murskan jälkeen epäpuhtauksien takia ja se päätyy usein loppusijoitukseen.
Hankkeen aikana tutkittiin, kehitettiin ja testattiin autolasien purku-, talteenotto- ja kierrätysmenetelmiä tavoitteena parantaa lasimateriaalin puhtautta ja laatua ja siten uudelleenkäyttöä. Selvitimme myös, minkälaisia automaatio- ja robotiikkaratkaisuja autolasien purkuvaiheessa on kansainvälisesti käytössä, sekä testattiin laboratorio-olosuhteissa joitakin näistä.
Lasimateriaalin kierrätys on siis teknisesti sekä taloudellisesti kannattavasti mahdollista toteuttaa. Kun auton elinkaaren lopun prosesseja kehitetään ja automatisoidaan, tärkeimmät kehityskohteet ovat työvaiheiden automatisointi, materiaalin puhtauden parantaminen ja kustannuslaskelmien tarkentaminen. Kaikki tämä kehitystyö on hyvä tehdä yhteistyössä tuotteen valmistajien kanssa.
1. Johdanto
Euroopan parlamentti, komissio ja neuvosto ovat painottaneet tarvetta uudistaa ajoneuvojen uudelleenkäytettävyyttä, kierrätettävyyttä ja hyödynnettävyyttä sekä romuajoneuvoja koskevaa lainsäädäntöä. Tiedossa siis on, että autojen kierrätystavoitteita ollaan kiristämässä. Ajoneuvojen suunnittelua ja käyttöiän päättymistä koskevilla uusilla säännöillä pyritään suojelemaan ympäristöä ja vähentämään tuotannon haitallisia ilmastovaikutuksia ja raaka-aineriippuvuutta Euroopan ulkopuolisista maista (Euroopan komissio, 2023, 1–2; EPRS, 2025).
Jo vuonna 2008 asetetun jätedirektiivin yksi keskeinen tavoite oli pitää tuotteet käytössä niin pitkään kuin mahdollista ja vasta sen jälkeen hyödyntää ne materiaalina. Autonosien uudelleen käyttö vastaa näihin EU:n asettamiin tavoitteisiin. Kun auto tulee elinkaarensa päähän, ensisijainen tavoite on kehittää autonosien uusiokäyttöä, jotta jätelain edellyttämä etusijajärjestys toteutuu. Mikäli se ei ole mahdollista, tulee varmistaa, että auton materiaalit kiertävät mahdollisimman hyvin eroteltuina ja puhtaina seuraavalle käyttäjälle. (EUR-Lex 2000/53/EC; EPRS, 2024a.)
Euroopan unionin tasolla eliniän lopussa olevia ajoneuvoja ei käsitellä tällä hetkellä parhaalla mahdollisella tavalla, mikä johtaa resurssien menetykseen ja turhaan ympäristökuormitukseen. Nykyaikaiset, vähäpäästöiset ajoneuvot tarvitsevat kevyitä materiaaleja, akkuja ja elektronisia komponentteja, jotka ovat tuonnista riippuvaisia ja voivat olla vaikeasti kierrätettäviä. Sen vuoksi autojen kierrätykseen liittyvät selvitys- ja TKI-hankkeet ovat erittäin tarpeellisia ja ajankohtaisia (IEA, 2025; EPRS, 2024b).
Kierrätystavoitteet vaikuttavat jatkossa enenevässä määrin myös auton elinkaaren alkupäähän. Uusia tavoitteita asetetaan autoperäisen kierrätysmateriaalin käytölle autonvalmistuksessa. Kun autoa ja sen osia käytetään tehokkaasti uudelleen ja materiaalia kierrätetään entistä tehokkaammin, voidaan synnyttää myös uutta liiketoimintaa niin alueellisesti, kansallisesti kuin kansainvälisestikin. (EPRS, 2025; European Commission, 2025.)
Kun auto poistetaan käytöstä (ELV), komponenttien uudelleenkäytön ja kierrätyksen toteutumisen mahdollistavat operaattorit, autopurkamot ja romutusliikkeet, jotka ottavat vastaan käytöstä poistettavia ajoneuvoja. Osa autoista menee suoraan materiaalina kierrätykseen, mutta kun hyödynnetään autopurkamoiden osaamista ja tekniikkaa, voidaan osasta autoja ottaa talteen komponentteja ja auton osia, huoltaa ja kunnostaa ne sekä ottaa käyttöön toisessa kohteessa, muun muassa autojen varaosina. Ylijäämämateriaalia syntyy myös autojen huolto- ja korjauspalveluita tuottavissa yrityksissä. (EUR-Lex 2000/53/EC; Euroopan komissio, 2023.)
Tämän autolasiprojektin tavoitteena oli selvittää lasimateriaalin kautta auton purkuvaihetta ja lasimateriaalin hyötykäytön nykytilaa. Tavoitteena oli kehittää purkuvaihetta, materiaalien erottelua, lajittelua, murskausta ja kuljetuksia siten, että uusiokäyttöön tulevan kerätyn lasimateriaalin volyymiä, laatua ja puhtautta voidaan lisätä.
2. Nykytilan kuvaus
Ajoneuvojen kierrätys Suomessa perustuu tuottajavastuujärjestelmään, jota koordinoi Suomen Autokierrätys Oy. Kierrätysprosessiin osallistuvat viralliset vastaanottopisteet, kuten autopurkamot ja murskausoperaattorit. Purkamoiden toiminta keskittyy varaosien irrottamiseen ja myyntiin, kun taas murskausoperaattorit vastaavat materiaalien erottelusta ja jatkokäsittelystä. (Suomen Autokierrätys Oy, 2025.)
Lasiprojektissa tehdyissä asiantuntijahaastatteluissa tuli esiin, että kierrätysjärjestelmä toimii pääosin säädösten mukaisesti, mutta käytännön toteutuksessa valtakunnallisesti esiintyy joitakin puutteita. Esimerkiksi muovien ja lasien erottelu ennen murskausta ei toteudu kaikkialla Suomessa, vaikka lainsäädäntö sitä nyt jo edellyttää. Tietojärjestelmien hajanaisuus ja purkuohjeiden heikko saatavuus vaikeuttavat purkutyövaihetta, kierrätyksen hallintaa ja materiaalien jäljitettävyyttä. (Törmäkangas, 2025, s. 96.) Lasi, joka on noin kolme prosenttia auton massasta, on hyvin vaikea kierrättää murskan jälkeen epäpuhtauksien takia ja se päätyykin usein loppusijoitukseen (Nevalainen, 2026).
Ikkunalasia henkilöajoneuvoissa on noin 25 kilogrammaa, joten vuodessa kierrätetyistä autoista syntyy lasia noin kaksi miljoonaa kiloa (Autonpurku-hanke, Nevalainen, 2026). Ajoneuvojen kaksi yleisintä lasityyppiä ovat karkaistu ja laminoitu lasi (tuulilasi). Tuulilasia lukuun ottamatta ajoneuvojen lasit ovat useimmiten karkaistua lasia. (Nevalainen, 2026). Karkaistun lasin vastaanottohinta on parempi, sillä sen kierrätyksessä on vähemmän vaiheita kuin laminoidun lasin. Hyväkuntoiselle puhtaalle karkaistulle lasille on positiivinen vastaanottohinta. (Lasiprojekti, haastattelu 14.4.2025, Nevalainen, 2026.)
Tuulilaseja on vaikeampi käsitellä kahden lasipaneelin välissä olevan kalvon vuoksi. Laminoidun lasin PVB-kalvo voi olla puhtaana arvokasta raaka-ainetta. Kun tuulilasia hyödynnetään uusioaineksella, käytetään prosessia, jossa tuulilasi murskataan niin, että se irtoaa välissä olevasta PVB-kalvosta. Prosessissa kalvoon kuitenkin jää lasinsiruja, eikä se ole tarpeeksi puhdasta, jotta sitä voisi hyödyntää sellaisenaan. (Lasiprojekti, haastattelu 14.4.2025, Nevalainen, 2026.)
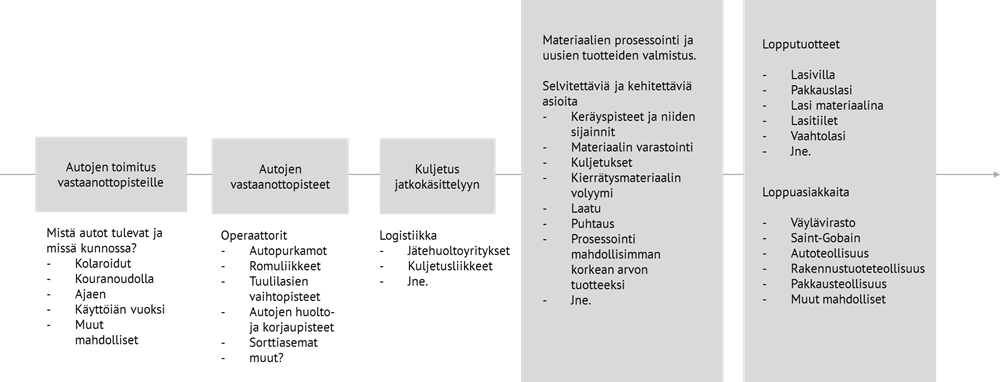
Kuvio 1. Autoperäisen lasin vastaanotto ja kierrätyksen vaiheet.
Autoperäisen lasin kierrättäminen olisi jo nyt käytännössä mahdollista. Lasinvaihtoliikkeet ja kolarikorjaamot lajittelevat vaihdetut ajoneuvojen tuulilasit kierrätykseen. Lisäksi käyttökelpoisia sivulaseja irrotetaan myytäväksi purkamoissa. Kun lasi kerätään tarpeeksi ajoissa ennen vaiheita, joissa se saattaa hajota hallitsemattomasti, kuten kuljetuksessa murskaamolle, lasin voi kerätä puhtaasti.
Uusioaines lajittelee lasin eri luokkiin puhtauden ja laadun mukaan. Karkaistu lasi eli sivulasit otetaan Uusioainekselle vastaan luokkana yksi. Laminoitu lasi eli tuulilasit menevät luokkaan kaksi tai kolme, joiden ero on lähinnä epäpuhtauksien määrä. (Uusioaines Oy, Nevalainen, 2026.)
Ajoneuvoperäinen kirkas lasi sopii pakkauslasin ja lasivillan valmistukseen. Lisäksi ajoneuvoperäisestä lasista voi tuottaa esimerkiksi vaahtolasimursketta, jota käytetään rakennuksessa eristeenä. Se on eristeenä hyvä vaihtoehto alhaisen hiilijalanjäljen takia. Jos vaahtolasimurske tehdään jo Suomessa olevasta hukkaan menevästä lasista, vähentää se luontoon ja loppusijoitukseen joutuvaa lasia sekä päästöjä, kun lasin lähde on lähellä. (Uusioaines Oy.)
3. Lasin kierrätystä ohjaavat säädökset
Valtioneuvoston asetus 123/2015 edellyttää, että romuajoneuvoista tulee poistaa lasit ennen murskausta, mikäli niitä ei voida erotella murskausprosessissa siten, että ne voidaan tehokkaasti kierrättää (Valtioneuvoston asetus 123/2015, liite 2, kohta 4). Suomessa valtakunnallisesti tämä vaatimus ei ole käytännössä kuitenkaan toteutunut, osa laseista päätyy murskaukseen ja sitä kautta loppusijoitukseen.
EU:n uusi ajoneuvojen kiertotalousasetus tuo mukanaan tiukempia vaatimuksia muun muassa autosta purettavien osien määrään, purkuosien hyödyntämiseen ja kierrätysmateriaalien dokumentointiin. Lupa- ja valvontaviranomaisella on merkittävä rooli jatkossa näiden vaatimusten kansallisessa toimeenpanossa ja valvonnassa. Tuleva asetusluonnos edellyttää, että romuajoneuvoista poistetaan tietyt osat ja komponentit. Niiden lisäksi asetusluonnos edellyttää, että ajoneuvoperäisestä lasista kierrätetään vähintään 70 prosenttia sekä muovista 30 prosenttia. (Euroopan neuvosto, 2025, s. 44, 172–173.)
Luonnoksen 30 artiklan mukaan käsittelylaitosten on varmistettava, että liitteen 7 osan C mukaiset komponentit irrotetaan vahingoittamatta niitä, mikäli niillä on uudelleenkäyttö‑ tai kierrätyspotentiaalia. Mikäli lasia ei poisteta ajoneuvosta ennen murskausta, käsittelylaitoksen on osoitettava, että murskauksen jälkeinen teknologia kykenee erottamaan lasin yhtä tehokkaasti. Tällöin on noudatettava liitteen 7 osan G kohtien 1 ja 2 mukaisia kriteereitä (Euroopan neuvosto, 2025, s. 106).
Liitteen 7 osan C päivitykset sisältävät tarkennetun listan komponenteista, jotka on poistettava ennen murskausta. Tämän autolasiprojektin kannalta merkittävin on kohta 7, jonka mukaan vähintään 70 prosenttia ajoneuvon sisältämästä lasista on kierrätettävä. Tämä vaatimus nostaa autonpurkuvaiheessa toteutettavan lasin talteenoton keskeiseksi tutkimus- ja kehityskohteeksi. Vaatimuksen täytäntöönpano ja toteutus tulee edellyttämään käsittelylaitoksilta uusia menetelmiä, jotta lasi irrotetaan ja erotetaan tehokkaasti ja taloudellisesti. (Euroopan neuvosto, 2025, s. 108, 172–173.) Lisäksi liitteen 7 F-osa määrittelee, että romuajoneuvoista poistettu lasi on kierrätettävä vähintään pakkauslasiksi, lasikuiduksi tai muuhun vastaavaan käyttötarkoitukseen (Euroopan neuvosto, 2025, 176).
4. Tulokset
4.1 Autojen takaisinottojärjestelmä
Tällä hetkellä autoperäistä kierrätyslasia tulee useista eri lähteistä, kuten autopurkamoista, romuttamoilta sekä autojen huolto- ja korjausliikkeistä. Toimittajajoukko on kirjavaa ja tällä on vaikutus myös lasimateriaalin laatuun ja puhtauteen. Toiveena on, että kierrätyslasi tulee kierrätykseen mahdollisimman hyvin lajiteltuna ja puhtaana, näin siitä voidaan valmistaa korkean arvon tuotteita, mikä on myös EU:n jätedirektiivin ja tulevan ajoneuvojen kiertotalousasetuksen tavoite.
Eri operaattoreiden asiantuntijat toivat projektin aikana keskusteluissa esiin haasteen kerätä karkaistua lasia talteen nykyisessä toimintamallissa. Erityisesti alla olevat asiat nousivat esille:
- Suurin osa autoista tulee operattoreille kouranoutoina, joissa sivulasit menevät rikki. Vain niistä ELV-autoista, jotka ajetaan operaattoreiden pihaan, sivulasit on mahdollista saada talteen.
- Usein autot ovat kolaroituja, joten myös purkamoille tulevissa autoissa saattaa sivulasit olla rikki ja siten niistä on mahdotonta kerätä karkaistua lasia talteen.
- Kierrätykseen kuorma-autoilla tulevissa ELV-ajoneuvoissa on sivulasit rikki ja niistä on mahdotonta saada karkaistua lasia talteen.
- Nykyinen kuorma-autokuljetus, jossa on useampi auto kyydissä, on kustannuksiltaan ja kasvihuonekaasupäästöiltään paras ratkaisu.
- Arvio on, että nykyisellä toimintamallilla on mahdollisuus saada sivulasit talteen noin 10 prosentista ajoneuvoja.
- Jotta kierrätys maksaisi itse itsensä, pitäisi karkaistun lasin irrotus ja käsittely tuottaa joko säästöä toimintaan tai synnyttää uutta kannattavaa liiketoimintaa.
Yhteenvetona voidaan todeta, että jos lasin talteen ottaminen ja lasimateriaalin saaminen uudelleenkäyttöön ovat osa isompaa tavoitetta (=kierrätysasteen nostaminen kokonaisuudessaan) ja että tavoitteisiin päästään, pitää purkuvaiheeseen löytyä jokin uusi työmenetelmä, joka mahdollistaa lasien irrottamisen tavoitemäärän mukaisesti kustannustehokkaasti. Myös varastointiin ja kuljetuksiin tarvitaan ratkaisuja, jotka mahdollistavat ketjun toiminnan kannattavuuden sen kaikissa osissa.
4.2 Lasin irrottamistestejä
4.2.1 Testi 1 kesällä 2024
Turun ammattikorkeakoulun Kiertotalouslabran harjoittelijat toteuttivat kesällä 2024 lasiprojektin suunnitteluvaiheessa ajoneuvojen purkutoiminnan pilotoinnin Oili Jalonen Oy:n autopurkamolla. Pilotoinnin tavoitteena oli testata käytännössä ELV-ajoneuvojen purkumenetelmiä lasin, muovin ja kuparin talteenottoa varten. Purkutyötä suorittivat insinööriopiskelijat ilman aiempaa automekaanikon koulutusta, mikä vaikutti työn tehokkuuteen ja dokumentoinnin laatuun (Koepurkuraportti, 2024).
Koepurkuun otettiin 11 henkilöautoa, mutta tilastollisesti merkittävä data saatiin kahdeksasta ajoneuvosta. Pilotoinnissa testattiin lasien irrottamisessa induktiokuumenninta, puukkosahaa, tiivisteleikkuria ja sirpaloittamismenetelmiä. (Törmäkangas, 2025, s. 54.)
Pilotoinnista tehdyt keskeiset havainnot:
- Induktiokuumennus oli turvallinen mutta hidas.
- Puukkosaha oli nopea mutta riskialtis.
- Tuulilasien laminoitua lasia pystyttiin leikkaamaan ja kuumentamaan, mutta karkaistut sivulasit eivät kestäneet minkäänlaista manipulaatiota hajoamatta.
- Karkaistun sivulasin kalvotuttaminen teipillä tai kalvolla helpotti sirpaleiden keräämistä, mutta hidasti työskentelyä.
- Kalvomateriaalin vaikutus lasin kierrätyskelpoisuuteen vaatii lisätutkimusta.
- Lasin osuudeksi autojen massoista saatiin noin 0,75–1,1 prosenttia.

Kuva 1. Karkaistun lasin poistoa kalvottamalla.
Pilotointi tarjosi arvokasta tietoa ajoneuvoperäisten materiaalien purkamisen ja materiaalikierrätyksen käytännön haasteista, menetelmien soveltuvuudesta ja kehitystarpeista.
4.2.2 Testi 2 keväällä 2025
Romuajoneuvon purkutestin suunnittelu käynnistettiin ja toteutettiin keväällä 2025. Testissä Turun ammatti-instituutin (TAI) ajoneuvotekniikan lehtori sekä Turun ammattikorkeakoulun ajoneuvo- ja kuljetustekniikan insinööriopiskelija purkivat yhden ajoneuvon Euroopan komission silloisen kiertotalousasetusluonnoksen mukaisesti. Testin tavoitteena oli saada käsitys ajasta, joka kuluu yhden ajoneuvon purkamiseen. Lasien osalta testissä laskettiin aikoja ja tehtiin huomioita purkamiseen liittyvistä työmenetelmistä ja työkaluista. (Törmäkangas, 2025, s. 58.)
Ajoneuvosta irrotettiin ovet niiden purkua ja lasin irrotusta varten. Ovien irrottamisen jälkeen toinen purkaja jatkoi auton työstämistä, toinen siirtyi purkamaan ovia ja irrottamaan lasit kokonaisina. Kun ovet oli purettu ja lasit kerätty, siirtyi hänkin jatkamaan auton purkua. Kiinteät sivuikkunat ja tuulilasi poistettiin viimeisenä. Sivuikkunat hajotettiin laatikkoon ja tuulilasi irrotettiin puukkosahan avulla. Nämä työvaiheet tehtiin viimeiseksi työturvallisuuden takia, sillä lasinsiruja on vaikea estää joutumasta auton sisälle ja siten työskentelyalueelle. Tuulilasin sahaamisesta voi syntyä myös lasipölyä, jonka hengittämistä haluttiin välttää.
Ovet irrotettiin ensin kokonaisina, minkä jälkeen niistä poistettiin ovipahvit, kaiuttimet, ikkunoiden moottorit sekä tiivisteet. Lopuksi ikkunat irrotettiin ehjinä, jolloin sivuovien lasit saatiin talteen 100-prosenttisesti. Autonpurkutestin mukaan aikaa tähän kului noin yksi tunti. (Autonpurkutestin pöytäkirja 2025, Lasitestin raportti 2025, Nevalainen, 2026.)

Kuva 2. Tuulilasin leikkaaminen puukkosahalla.
Kierrätyksen kannalta keskeiset lasiosat, jotka tulisi irrottaa ennen murskausta:
- Tuulilasit: laminoitua lasia, voidaan irrottaa puukkosahalla ehjänä.
- Karkaistut sivuikkunat: voidaan kerätä murskana, mikäli rikkominen tapahtuu hallitusti.
- Lasien tiivisteet ja kalvot: on eroteltava, sillä ne voivat heikentää lasimateriaalin puhtautta.
Testi osoitti, että asetuksen mukainen purku on mahdollista, mutta vaatii selkeitä ohjeita ja riittävää välineistöä. Purkutestissä havaittiin, että linjastomainen työskentely, jossa ajoneuvo liikkuu ja työntekijät pysyvät paikoillaan, olisi tehokkaampi kuin nykyinen toimintamalli.
Taulukko 1. Tuulilasin keräyksen kustannus (Nevalainen, 2026).
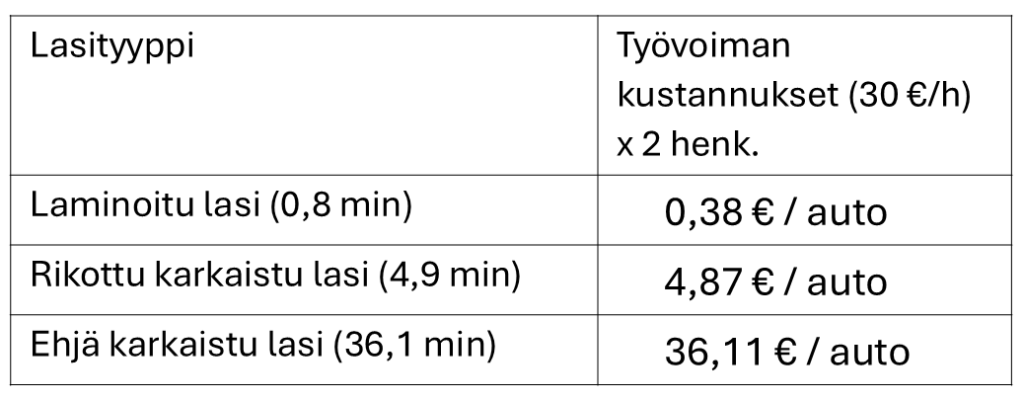
Lasimateriaalin kierrätyksen onnistuminen edellyttää, että ne erotellaan puhtaina ja mahdollisimman ehjinä. Kehityshankkeen tulokset osoittavat, että syntypaikkalajittelu ja manuaalinen irrotus ovat teknisesti mahdollisia ja taloudellisesti kannattavia, mikäli työmenetelmät ja välineet optimoidaan. (Nevalainen, J. 2026.)
4.2.3 Testi 3 kesällä 2025
Lasitesti 3 suunniteltiin ja toteutettiin yhteistyössä autopurkamo Oili Jalonen Oy:n kanssa. Autopurkamo tarjosi testissä käytettävät romuajoneuvot, trukin, kuskin sekä tilat. Lasitestissä saatu lasimateriaali toimitettiin Uusioaines Oy:lle. Uusioaines Oy tutki toimitetun lasin puhtausasteen. Lasitestin toteutuksesta ja raportoinnista vastasivat Turun ammattikorkeakoulun Kiertotalouslabran työharjoittelijat. (Lasitestin raportti, 2025.)
Lasitestin päätavoitteina oli selvittää karkaistun lasin:
- talteen otettu määrä.
- puhtausaste.
- poistamiseen kuluva aika.
Päätavoitteiden lisäksi tarkasteltiin käytetyn lasirullakon toimivuutta, työergonomiaa ja turvallisuutta.
Suunnitteluvaiheessa perehdyttiin voimassa olevaan lainsäädäntöön sekä ajoneuvojen kiertotalousasetuksen luonnokseen. Suunnittelun aikana käytössä oli jo kesäkuussa 2025 julkaistu asetusluonnos. Siinä asetettiin tavoitteeksi, että vähintään 70 prosenttia kaikesta lasista tulee kierrättää vähintään pakkauslasiksi, lasikuiduksi tai muuhun vastaavaan käyttötarkoitukseen. (Euroopan neuvosto, 2025, s. 175–176) Tämän vuoksi päätettiin arvioida realistisesti, kuinka paljon lasia voidaan käytännössä ottaa talteen, kun ikkunat rikotaan ja kerätään muodostuva lasimurska. (Lasitestin raportti, 2025.)
Suunnitteluvaiheessa päätettiin myös selvittää, kuinka suuri osuus karkaistusta lasista voidaan irrottaa ajoneuvosta ilman, että rakenteita, kuten ovipahveja, poistetaan. Kevään 2025 purkutestissä 2 kaikki karkaistut lasit pyrittiin irrottamaan ehjinä, mikä edellytti ovien rakenteiden lähes täydellistä purkamista. (Lasitestin raportti, 2025.)
Toteutuksen ensimmäisessä vaiheessa testattiin erilaisia menetelmiä karkaistun lasin rikkomiseen ja talteenottoon yhteistyössä autopurkamon henkilöstön kanssa. Testauksessa arvioitiin muun muassa erikokoisten keruuastioiden, ikkunavasaroiden, pahvilevyjen sekä suurtaloussäkkien soveltuvuutta lasin keräämiseen. Pahvilevyjä käytettiin ohjaamaan rikkoutuvaa lasia keruuastioihin ja suurtaloussäkkiä hyödynnettiin sivuoven ympärillä lasimurskan talteenotossa. Pahvilevyt leikattiin käytetyistä pahvilaatikoista ja suurtaloussäkki oli aiemmin toiminut hiekoitushiekan säilytyksessä. Ikkunat rikottiin ikkunavasaralla. Lähes kaikki testatut menetelmät todettiin käytännössä toimiviksi ja kustannustehokkaiksi. Alla olevissa kuvissa näkyy pahvilevyjen käyttö keruuastian päällä sekä suurtaloussäkin hyödyntäminen sivuoven ympärillä. (Lasitestin raportti, 2025.)

Kuva 3. Lasitestin ensimmäisessä vaiheessa testatut keruumenetelmät.
Vaikka testatut pahvilevyt ja suurtaloussäkki osoittautuivat käyttökelpoisiksi vaihtoehdoiksi, niiden kestävyys arvioitiin erityisesti pahvin osalta heikoksi. Lisäksi suurtaloussäkin siirtely ei täyttänyt työergonomian vaatimuksia. Tämän vuoksi varsinaista lasitestiä varten päätettiin kartoittaa markkinoilta parempia ratkaisuja. (Lasitestin raportti, 2025.)
Ranskalaisen Indra-yhtiön verkkosivuilta löydettiin karkaistun lasin keräämiseen suunniteltu lasirullakko (Kuva 4), jonka hankintahinta oli noin 1700 euroa (toimituskulut eivät sisälly hintaan). Rullakon rakenne soveltui kuitenkin ainoastaan sivuovien lasien poistamiseen, eikä sillä voitu kerätä rungossa olevien kiinteiden sivuikkunoiden tai takaluukun karkaistua lasia. Näiden lasien talteenottoa varten päätettiin käyttää erillistä muovimattoa, joka oli aiemmin toiminut romuajoneuvon takakontin mattona. (Lasitestin raportti, 2025.)
Lasirullakon mukana toimitettiin karkaistun lasin rikkomiseen tarkoitettu jousikynä, mutta se todettiin riittämättömäksi, sillä karkaistua lasia jää usein kiinni ajoneuvon rakenteisiin. Tämän vuoksi apuvälineeksi valittiin noin metrin mittainen teräksinen vääntövarsi, jonka avulla rakenteisiin jäänyt lasi voitiin irrottaa ilman käsin tehtävää työtä. (Lasitestin raportti, 2025.)

Kuva 4. Indra:n valmistama lasirullakko.
Testissä käytetty kärry (Kuva 4) on suunniteltu erityisesti auton oven lasimurskeen keräämistä varten. Kärry työnnetään auton oven alle, jolloin hajottamisen yhteydessä syntynyt lasimurske ohjautuu suoraan keräyspinnalle. Tämä mahdollistaa lasin tehokkaan talteenoton.

Kua 5. Lasin keräämisessä käytetyn kärryn asettelu oven alle.
Kärryssä on pyörät, jotka helpottavat sen siirtämistä työpisteeltä toiselle. Kärryn pohja toimii lasimurskeen keräyspintana, ja sen liikuteltavuus mahdollistaa murskeen kaatamisen pois kärrystä. Kärryssä on kiinteä suojapeite, joka peittää auton oven sivut lukuun ottamatta saranapuolta (Kuva 5). Peitteen tarkoituksena on ohjata lasimurske keräysalustalle sekä suojata käyttäjää lasinsirpaleilta hajottamisen aikana. (Tervakangas, 2025.)
Testin edustavuuden varmistamiseksi, käytettävissä olevat resurssit huomioiden, tavoitteena oli suorittaa lasinpoisto 30 romuajoneuvolle. Lopullinen testimäärä jäi 25 ajoneuvoon (Taulukko 2). Kehityshankkeen aikana havaittiin, että osa lasista jää oven sisäpuolisiin rakenteisiin, kun sivuoven ikkuna rikotaan. Tämän vuoksi päätettiin purkaa vähintään kahden ajoneuvon kaikki sivuovet kokonaisuudessaan, jotta rakenteisiin jäävän lasimurskan määrä voitiin arvioida luotettavasti. (Lasitestin raportti, 2025.)
Tuulilasit jätettiin testin ulkopuolelle, sillä aiempien purkukokemusten ja purkutestin perusteella tiedettiin, että tuulilasin voi irrottaa lähes kokonaisuudessaan puukkosahalla, ja toimenpide vie vain muutaman minuutin (katso testi2). (Lasitestin raportti, 2025.)
Taulukko 2. Lasitestissä käytettyjen ajoneuvojen tiedot.
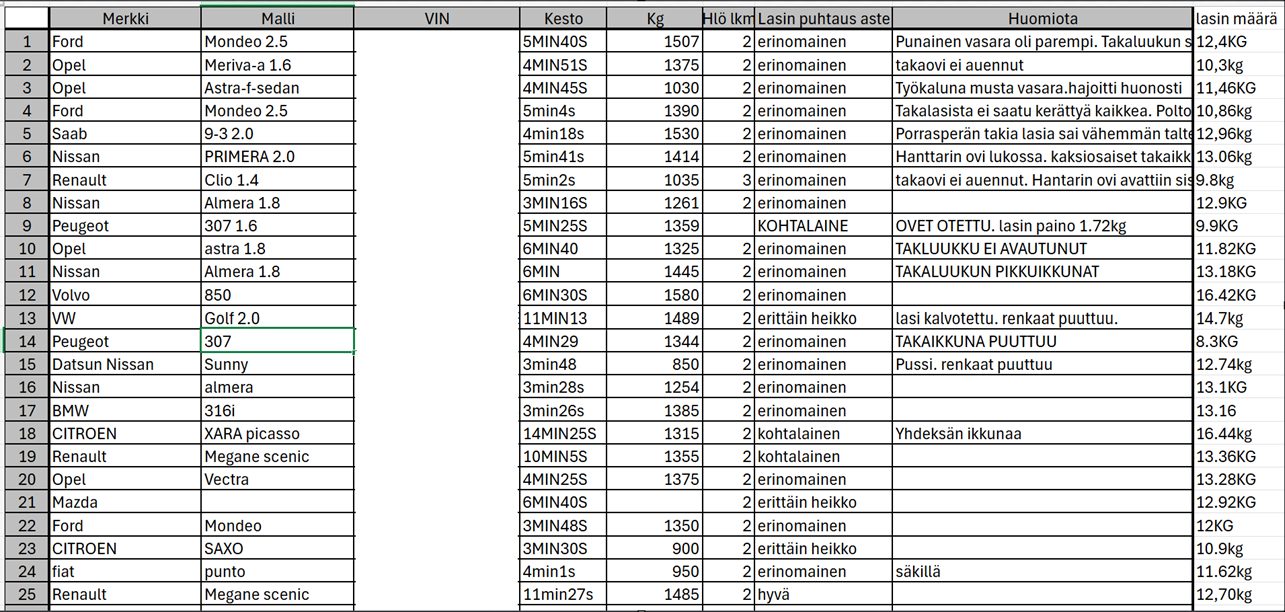
Kuvakaappauksesta on poistettu ajoneuvojen runkonumerot (VIN) tietoturvasyiden vuoksi. Runkonumerot ovat nähtävissä alkuperäisessä raportissa.
Lasitestissä 3 tehtyjä huomioita:
- Indra-yhtiöltä tilattu lasirullakko todettiin toimivaksi välineeksi karkaistun lasin keräämiseen, mutta sen käytössä havaittiin myös kehitystarpeita:
o Rullakon mitoitus ei soveltunut kaikkiin ajoneuvomalleihin – esimerkiksi pitkien ovien kohdalla lasimurskaa päätyi maahan.
o Tyypillisesti karkaistun lasin rikkoutuessa murska leviää laajalle alueelle, mutta rullakon muovikatteet ohjasivat suurimman osan murskasta rullakon pohjalle.
o Merkittävä määrä lasimurskaa jäi maahan, mikä voi muodostaa työturvallisuusriskin, erityisesti jos työ suoritetaan yhdellä kiinteällä työpisteellä.
o Rullakon liikuttelu vaikeutui huomattavasti maassa olevan lasimurskan vuoksi.
o Mikäli ajoneuvosta puuttuivat renkaat, rullakko ei mahtunut oven ja maatason väliin.
o Rullakon tyhjentäminen osoittautui työlääksi, sillä pohjalla oleva keruuastia tuli nostaa lähes maan tasolta suuremman astian reunan tasolle.
o Lasirullakkoa voidaan käyttää myös yhden henkilön toimesta, mikäli työympäristö on tasainen ja sileä.
Testi suoritettiin asfaltoidulla pinnalla, jossa noin 70 kilogrammaa painavan rullakon liikuttelu yksin oli haastavaa.
Sileällä hallilattialla rullakon liikkuvuus olisi todennäköisesti parempi, mutta tällöin työaikaan tulisi lisätä lattian puhdistus jokaisen ajoneuvon välillä, sillä lasimurska heikentää rullakon liikuteltavuutta merkittävästi. (Lasitestin raportti, 2025.) - Lasin leviämisen seurauksena ympäristön siivous oli välttämätöntä, jotta hajonnut lasi ei jäänyt testausalueelle.
- Takaluukkujen lasien keräämistä yritettiin muovimaton avulla, mutta menetelmä osoittautui epäkäytännölliseksi, sillä lasimurskaa lensi työntekijän päälle ja ympäristöön.
- Suurtaloussäkin käyttö takaluukkujen huputtamiseen esti murskan leviämisen, mutta säkin käsittely oli jälleen haastavaa.
- Kiinteät rungossa olevat sivuikkunat todettiin ongelmallisimmiksi, sillä niiden rikkoutuessa lasisirut päätyivät pääosin ajoneuvon sisätiloihin, eikä niiden kerääminen ollut mahdollista. (Lasitestin raportti, 2025.)

Kuva 6. Lasia ympäristössä rikkomisen jälkeen.
Lasitestin 3 tulokset:
Testissä ei huomioitu työaikaa, joka normaalisti kuluisi ajoneuvojen vastaanottoon ja dokumentointiin, eikä myöskään ajoneuvojen siirtämiseen trukilla. Ajanotto käynnistettiin, kun ajoneuvo oli tuotu testipaikalle ja työntekijät aloittivat lasirullakon siirtämisen ajoneuvon luo. Aika pysäytettiin, kun rullakossa oleva lasi oli tyhjennetty suurempaan keruuastiaan. Lasimäärien punnituksia ei sisällytetty ajanottoon. Punnitukset suoritettiin paikan päällä pumppukärryvaa’alla ajoneuvokohtaisesti. (Lasitestin raportti, 2025.)
Kaikki kerätty lasimurska kaadettiin yhteen haponkestävään akkukonttiin ja toimitettiin Uusioaines Oy:lle analysoitavaksi. Analyysin perusteella lasin puhtausaste arvioitiin erinomaiseksi, lukuun ottamatta muutamia ikkunatiivisteen paloja. Mikäli puhtausaste säilyy korkeana, karkaistusta lasista voi muodostua hyvitettävää materiaalia, josta voidaan saada rahallista korvausta jatkokäsittelijältä. (Lasitestin raportti, 2025.)
Osa lasista jäi ajoneuvoihin, erityisesti oven sisälle, lasikarmeihin ja ajoneuvon sisätiloihin. Tarkkaa määrää ympäristöön ja ajoneuvoon jääneestä lasista ei voitu määrittää, mutta ovien purkamisen ja mittausten perusteella oven sisälle ja karmeihin jäi keskimäärin noin 1 kg lasia/ajoneuvo. Havainto korostaa, että kun arvioidaan lasin talteenoton tehokkuutta, on huomioitava sekä ympäristöön leviävä lasi että ajoneuvon rakenteisiin jäävä osuus.
Karkaistun lasin kokonaismäärän prosentuaalinen arvio perustuu testiin 2, jossa lasi saatiin talteen lähes kokonaisena. Siinä karkaistua lasia kertyi yhteensä 16,55 kg/ajoneuvo. Kun tätä tulosta verrataan hajottamismenetelmällä saavutettuun tulokseen, jossa karkaistua lasia saatiin keskimäärin 12,4 kg/ajoneuvo, menetelmän keräysasteeksi muodostuu 74,92 prosenttia. (Lasitestin raportti, 2025, Tervakangas, 2025.)
Vaikka tuulilasia ei punnittu tässä testissä, lasin kokonaismäärän havainnoiminen on tärkeä osa lopputulosta. Vertailutietona käytetään testin 2 tulosta, jossa tuulilasi poistettiin puukkosahalla ja saavutettiin lähes täydellinen talteenotto. Tuulilasin keskimääräinen paino ajoneuvoa kohden oli noin 10,44 kg ja koko ajoneuvon lasien yhteispaino noin 26,99 kg. Kun hajottamistestissä saatuun karkaistun lasin määrään (12,4 kg) lisätään tuulilasin arvioitu paino, ajoneuvosta saatava kokonaislasimäärä on 22,84 kg. Kun tätä lasimäärää verrataan koepurkutestin kokonaislasimäärään (26,99 kg), keräysasteeksi muodostuu 84,62 prosenttia (Lasitestin raportti, 2025, Tervakangas, 2025). Asetusluonnoksen asettama 70 prosentin kierrätystavoite on saavutettavissa vastaavilla menetelmillä. Lasimurskan puhtausaste arvioitiin erinomaiseksi, mikä mahdollistaa sen hyödyntämisen esimerkiksi pakkauslasina. (Lasitestin raportti, 2025.)
Taulukossa 3 esitetään työntekijäkustannuksia sekä työaikaa suhteessa kerättyyn lasimäärään/ajoneuvo/tonni. Taulukko perustuu yhtäjaksoiseen työskentelyyn lasinkeräyskärryllä, ja se kuvaa yhden työntekijän työpanosta ja kustannuksia. Työntekijän palkkakustannus sivukuluineen on arvioitu olevan 30 €/h.
Taulukko 3. Työntekijäkustannus ja työaika/1000 kg lasia/auto.
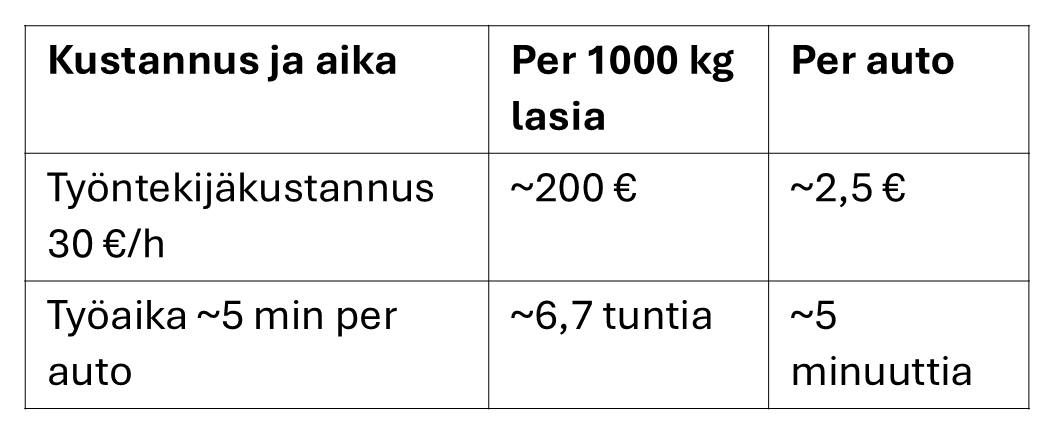
Taulukon 3 keskeisin tieto on työntekijäkustannus suhteessa kerättyyn lasimäärään, erityisesti kustannus/1000 kg lasia. Yhden työntekijän kustannukseksi on arvioitu 200 euroa/1000 kg. Työntekijäkustannuksen arviota käytetään kannattavuuden pohtimisessa, kun lasketaan, kuinka lasin vastaanottohinta vaikuttaa työn taloudelliseen kannattavuuteen. (Tervakangas, 2025.)
Voidaan todeta, että pelkkien työvoimakustannusten kattamiseksi lasin vastaanottohinnan tulisi olla vähintään 200 euroa tonnia kohden. Tämä edellyttää sitä, että lasissa ei ole epäpuhtauksia, jotta vastaanottoluokka olisi hyväksyttävää materiaalia. Mikäli vastaanottohinta jää alle 200 euroa tonnia kohden, menetelmän taloudellinen kannattavuus heikkenee. (Tervakangas, 2025.)
Taloudellista kannattavuutta arvioitaessa on tärkeää myös huomioida, että todelliset kustannukset lasin hajottamiselle ovat suuremmat kuin pelkkä työvoimakustannus. Kun laskelmiin lisätään muita vaikuttavia tekijöitä, kuten lasin kuljetus, varastointi, työtilan käyttö sekä ajoneuvojen siirtely, kokonaiskustannukset kasvavat huomattavasti. Näiden tekijöiden huomioiminen on tärkeää, kun menetelmän todellista kannattavuutta arvioidaan. (Tervakangas, 2025.)
4.3 Autolasien purkumenetelmät ja niiden testaus
Autolasihankkeessa on testattu erilaisia tapoja poistaa tuulilasit ja karkaistut lasit siten, että ne olisivat mahdollisimman puhtaita, jolloin niistä saatava hinta olisi mahdollisimman korkea. Lasien talteenotossa pyrittiin löytämään menetelmiä, jotka olisivat nopeita ja tavalla tai toisella automatisoitavissa. Muutamia laitteita kiinnitettiin teollisuusrobottiin menetelmien toimivuuden varmistamiseksi.
Testi, missä kaksi autoalan ammattilaista purki auton noin 3,5 tunnissa käyttäen apuna vain käsityökaluja, ei ole vaihtoehto purkaa Suomen 80 000 ELV-autoa. Työmenetelmiä pitää kehittää ja automatisoida.
4.3.1 Laminoitujen lasien irrotus
Kaikkien autojen tuulilasit ovat laminoituja eli niissä on kahden lasin välissä PVB-muovikalvo. Muovikalvo estää lasin rikkoutumisen kokonaan ja sirpaleiden lentämisen matkustamoon onnettomuustilanteessa. Osassa autoista on myös laminoituja sivu- ja takalaseja.
Tuulilasi joudutaan irrottamaan yhtenä kappaleena, mutta sitä ei tarvitse saada sataprosenttisesti pois. Tarvittaessa voidaan käyttää menetelmiä, jotka jättävät lasin reunat kiinni koriin. Menetelmän automatisointi voidaan tehdä esimerkiksi teollisuusroboteilla, jos laite saadaan kiinnitettyä robottiin ja sitä voidaan ohjata määriteltyä työstörataa pitkin. Työstöradan määrittelyssä voidaan käyttää apuna konenäkökameroita.
Pelastuslaitoksilla on kokemusta ja välineistöä lasien irrottamiseen. Heidän työmenetelmiään on hyödynnetty tässä projektissa ja kehitystyön jatkuessa yhteistyötä on hyvä tiivistää.
Hankkeen aikana on testattu erilaisia lasien irrotusmenetelmiä sekä niiden soveltuvuutta käytettäväksi roboteilla. Taulukossa 4 on esitetty testatut irrotusmenetelmät, niistä tehdyt havainnot sekä arviot niiden automatisointimahdollisuuksista. Taulukon jälkeen eri menetelmiä tarkastellaan vielä yksityiskohtaisemmin.
Taulukko 4. Tuulilasin irrotusmenetelmät ja testitulokset.
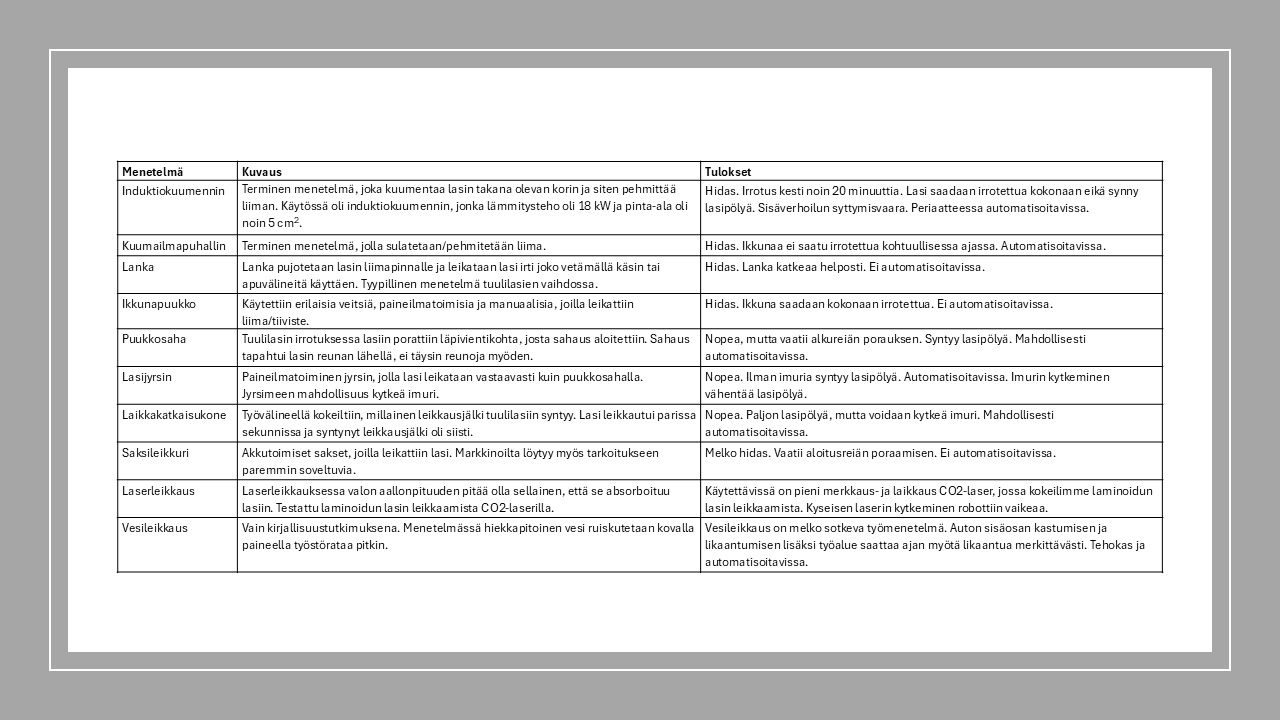
Induktiokuumennin
Käytössä ollut induktiokuumennin on tarkoitettu yksittäisten teräsosien kuumentamiseen. Laite kuumentaa hyvin tehokkaasti, mutta kuumentimen pinta-ala oli pieni. Kuumennuspinnan asento suhteessa lämmitettävään pintaan vaikuttaa merkittävästi nopeuteen. Yksi tuulilasi irrotettiin induktiokuumentimella noin 20 minuutissa. Kuumennuksen aikana ikkunan väliin työnnettiin ”taltta”, jolla estettiin jo irrotetun ikkunan uudelleen liimautumista. Induktiokuumennin lämmittää tuulilasin kiinnityspinnan takana olevaa teräskoria, jolloin liima pehmenee. Liiman kuumetessa muodostuu ”käryä”, jonka terveysvaikutusta ei ole selvitetty. Työ edellyttää hyvää ilmanvaihtoa (Kuva 7).

Kuva 7. Tuulilasin irrotus induktiokuumentimella.
Induktiokuumennin on yksi potentiaalinen vaihtoehto tuulilasien irrottamiseen. Se edellyttää lämmittimen suurempaa pinta-alaa, jotta saadaan liima pehmitettyä laajemmalta alueelta samanaikaisesti. Liiman kuumentamisesta syntyvä käry edellyttää kohdepoiston tai vastaavan käyttöä. Induktiokuumentimen automatisointi voi olla toimiva vaihtoehto. Teollisuusrobotin sijaan induktiokuumentimen automatisointiin voisi käyttää jotain yksikertaisempaa menetelmää, mutta se edellyttää lisäselvityksiä.
Kuumailmapuhallin
Kuumailmapuhallinta testattiin, mutta todettiin hyvin nopeasti liian tehottomaksi työmenetelmäksi.
Lanka
Lankamenetelmiä on useita. Yhdessä menetelmässä lanka pujotetaan koko tuulilasin ympäri auton rungon ja lasin väliin. Lankaa kiristetään, jolloin se leikkaa liiman/tiivistysaineen.
Testasimme erilaisia markkinoilla olevia lankoja vaihtelevin tuloksin. Menetelmää käytetään tuulilasien vaihdossa, koska menetelmä ei vahingoita koria ja tuulilasi saadaan kokonaisena irti. Tämä menetelmä ei kuitenkaan ole tehokas romutettavien autojen tuulilasien käsittelyyn eikä menetelmä sovellu automatisoitavaksi.
Ikkunapuukko
Hankkeen aikana testattiin myös erilaisia veitsiä ja talttoja, joilla leikataan liima/tiivistysmassa. Menetelmästä on saatavilla erilaisia versioita niin manuaalisina kuin paineilmatoimisina.
Veitsi tai taltta työnnetään lasin ja korin väliin ja leikataan lasi irti. Koko lasi saadaan irrotettua puhtaasti ilman, että syntyy lasipölyä. Menetelmä on työläs, hidas ja vaatii voimaa. Menetelmä vaatii robotilta suurta tarkkuutta ja on siten hyvin hankala automatisoida.
Puukkosaha
Puukkosaha on testatuista menetelmistä nopein ja manuaalikäytössä suosituin. Aloitus vaatii reiän ja sen jälkeen puukkosahalla irrotus onnistuu muutamassa minuutissa. Sisätiloihin tulee jonkin verran lasipölyä, joka hankaloittaa myöhemmin työskentelyä auton sisällä.
Manuaalisen puukkosahan kiinnittäminen tukevasti robottiin voi olla haastavaa, mutta on toteutettavissa. Imurin kytkeminen sahaan voisi myös olla mahdollista, jolloin vähennettäisiin lasipölystä aiheutuvia ongelmia. Nopea ja varteenotettava vaihtoehto.
Lasijyrsin
Paineilmatoiminen jyrsin on puukkosahan tavoin nopea menetelmä tuulilasien irrottamiseen. Tästä on saatavilla videomateriaalia maailmalta, joissa jyrsimeen on kytketty imuri.
Paineilmatoimisen jyrsimen kytkeminen robottiin onnistuu hyvin ja menetelmä on automatisoitavissa. Tutkimuksen aikana jyrsintää ei kokeiltu käytännössä, koska käytössä ei ollut sopivaa laitetta.
Laikkakatkaisukone
Makitan laikkakatkaisukonetta testattiin timanttilaikalla. Tuulilasin leikkaaminen onnistui laitteella nopeasti, mutta lasipölyä syntyi paljon. Koneeseen voidaan liittää imuri, jolloin pölyongelma saadaan hallintaan.
Laitetta ei ole suunniteltu kiinnitettäväksi robottiin. Vastaavia laitteita on myös muilla laitevalmistajilla, joiden soveltuvuutta tuulilasin irrottamiseen ja automatisointiin pitää edelleen selvittää.
Saksileikkurit
Myös Makitan saksileikkureita testattiin. Tuulilasin leikkaus onnistui, mutta ei tehokkaasti. Kyseinen laite ei ole suunniteltu lasin leikkaamiseen.
Markkinoilta löytyy paremmin tuulilasin leikkaamiseen tarkoitettuja saksia esimerkiksi The Ripper -merkkisenä. Sellaisenaan ko. koneet eivät ole liitettävissä robottiin.
Laserleikkaus
Laserleikkaus perustuu valon absorboitumiseen leikattavaan materiaaliin. Materiaali sulaa ja sula puhalletaan pois. Absorboituminen on riippuvainen valon aallonpituudesta. CO2-lasereiden aallonpituus soveltuu lasin ja kirkkaan muovin leikkaamiseen. Laitteita käytetään yleisesti pienissä suljetuissa yksiköissä. CO2-lasersäteen kuljettaminen lasikuitua pitkin ei ole mahdollista.
Lasin leikkaamista CO2-laserilla testattiin ja se toimii. Hiilidioksidilaserin kytkeminen teollisuusrobottiin on haastavaa ja kallista. Laserin käyttö edellyttää aina säteilysuojausta, joka vaikuttaa merkittävästi turvallisuuteen ja purkulinjaston kustannuksiin.
Vesileikkaus
Vesileikkaus perustuu korkeaan paineeseen (3000–6000 bar), joka ohjataan pienen suuttimen läpi. Lasin leikkauksessa veteen pitää lisätä esimerkiksi hiekkajauhetta, joka kuluttaa materiaalia paineen lisäksi mekaanisesti.
Menetelmää ei kokeiltu testeissä, mutta sen toimivuus kyseisessä käytössä tunnetaan. Menetelmän käyttö kastelee ja likaa ympäristöä, mutta soveltuu automatisoitavaksi.
Yhteenveto testatuista menetelmistä
Useat testatut menetelmät soveltuvat tuulilasien irrotukseen ja niiden automatisointi on mahdollista. Menetelmän valinta riippuu purkulinjaston kokonaisuudesta – missä vaiheessa tuulilasi irrotetaan, miten auton sisätiloja tullaan käsittelemään, irrotetaanko ovet vai rikotaanko lasit paikoillaan jne.
Useat menetelmät ovat nopeita. Irrotus kestää vain muutamia minuutteja.
4.3.2 Karkaistujen lasien irrotus ja poisto
Pääsääntöisesti autojen sivu- ja takalasit ovat lämpökäsiteltyjä eli karkaistuja laseja. Niille on ominaista suuri iskukestävyys, suurten lämpötilojen vaihteluiden sieto ja turvallinen rikkoutuminen. Lasin rikkoutuessa se hajoaa pieniksi, pyöreiksi palasiksi, jotka vähentävät viiltohaavojen riskiä. Karkaistua lasia ei voi muotoilla tai leikata.
Testasimme erilaisia hiovia työstömenetelmiä, mutta kaikissa lopputuloksena oli ikkunan rikkoutuminen. Nopein tapa karkaistun lasin rikkomiselle on lyödä lasi rikki tungstenkarbidikärkisellä vasaralla. Haasteena on rikkoutuneen lasimurskan ottaminen talteen puhtaana. Usein ikkunan rikkoutumisen yhteydessä lasin mukana tulee metalli- tai kumiosia, jotka heikentävät lasimurskan laatua ja siitä saatavaa hintaa.
Karkaistujen lasien käsittely ennen rikkomista
Lasi rikkoutuu voimakkaasti ja sirpaleet leviävät ympäriinsä hallitsemattomasti, jos mitään erityisjärjestelyjä ei tehdä. Yhtenä lasien hallintamenetelmänä testasimme kalvojen liimaamista lasiin ennen niiden rikkomista.
Ensin testattiin ikkunoiden tummennuskalvoa, joka liimattiin ikkunan sisäpuolelle. Lasin sirpaleiden hallinta toimi hyvin, mutta lasien irrottaminen kalvosta ei onnistu helposti.
Toinen testi tehtiin vesiliukoisella liimalla (siirappi), jossa ajatuksena oli lasin puhdistaminen vesiastiassa. Tässä lasi saadaan puhtaana talteen, mutta työvaiheita on useita hidastamassa prosessia. Kalvojen liimaamisen automatisointi on haastavaa.
Karkaistujen lasien käsittely rikkomisen jälkeen
Ovien ja takaluukun lasien rikkomisessa lasin joukkoon päätyy erilaisia metallisia kiinnittimiä ja lämmityslankoja yms., jotka ”likaavat” lasijakeen ja alentavat sen hintaa. Turun ammatti-instituutin Peltolan yksikön koepurkuhallin lasikontin päälle suunniteltiin ja tehtiin seula, jolla pyrittiin poistamaan suurimmat epäpuhtaudet. Seulan suunnitelma ja raportti on tehty erikseen.
Karkaistu lasinsiru on periaatteessa puhdasta ja voidaan uusiokäyttää sellaisenaan, mutta lasiastioiden säilyttämiseen ja kuljettamiseen pitää kiinnittää erityistä huomiota, jotta sen kontaminoituminen estetään. Usein purkamoissa materiaaleja säilytetään ulkona ja kontteihin joutuu tavalla tai toisella hiekkaa ym. epäpuhtauksia, jotka vähentävät merkittävästi materiaalin arvoa.
Robotteihin kiinnitettävät tarttujat
Robotteihin voidaan tehdä monenlaisia tarttujia. Vain mielikuvitus ja robotin kapasiteetti ovat rajana. Testeissä käytimme neljän imukupin tarttujaa (kuva 8) sekä Unigripperin standardi tarttujaa (kuva 9). Molemmissa tartunta perustuu imuun.

Kuva 8. Testissä karkaistun lasin käsittely robotilla, missä neljän imukupin tarttuja.

Kuva 9. Unigripper-tarttujan testaus karkaistulle lasille.
Molemmat tarttujat soveltuvat kiinteille pinnoille, mutta tartunta loppuu heti, kun lasi hajoaa. Unigripper-tarttuja pystyy pitämään kohtuullisen hyvin, jos siihen liimataan kalvo.
4.3.3 Lasien poiston automatisointi
Automaatio soveltuu hyvin tilanteisiin, joissa prosessit toistuvat, on selkeät säännöt ja käsitellään suuria massoja. Autotehtaissa automaatiota voidaan hyödyntää hyvin, kun yhdellä linjalla valmistetaan vain yhtä automallia.
Autopurkulinjastoilla käsitellään useita merkkejä ja malleja, joka tekee linjaston automatisoinnista astetta haastavampaa. Jokaisessa automallissa on erimuotoiset lasit ja niiden sijainnit vaihtelevat. Kun robotin toiminta perustuu avaruudessa sijaitseviin pisteisiin, on niiden määrittämiseksi löydettävä ratkaisu.
4.3.4 Konenäön käyttö lasien poistossa
Konenäöllä ja konenäkökameralla tarkoitetaan anturia tai kameraa, jolla voidaan ottaa ympäristöstä digitaalisia kuvia ja tulkita niitä halutulla tavalla.
Konenäköä voidaan hyödyntää laajasti automaatioratkaisuissa. Esimerkkeinä laadun tarkastus ja laadun takaaminen valvonnalla suoritusten aikana. Konenäöllä voidaan lukea tekstejä ja tulkita ne koneelle sekä tunnistaa vaikka värejä ja muotoja. Konenäkökameroilla voidaan ohjata ja paikoittaa robotteja, käyttää niitä paikoitukseen ja läsnäolon tai paikoillaan olon tarkistuksiin. Niitä voidaan käyttää hyvinkin monimutkaisiin kokonaisuuksiin. (Steger ym., 2010, 1; Bachelor & Waltz, 2001, 9.)
Konenäköjärjestelmät eivät siis perustu pelkästään kameratekniikkaan, vaan teknologia pitää sisällään valaistuksen, optiikan, kuvien digitoinnin ja kuvien välittämän tiedon käsittelyn algoritmien avulla.
2D-kuvaus
2D-konenäkökameralla otetaan tasomaisia kuvia, tyypillisesti matriisimuotoisesti.
2D-kameroiden ominaisuudet määräytyvät kennon tyypin ja koon perusteella. Kamerat voivat olla harmaasävy- tai värikameroita, jotka ovat varustettu CCD- tai CMOS-kennoilla. Tyypillisiä kennokokoja ovat 640×480 ja 1280×1024 pikseliä. Kennostoissa fotonit muuttavat valon jännitteelliseksi pikselissä ja tästä muodostetaan kuva. Tällaiset kennokoot muodostavat matriisimuotoisia kuvia. Viivakamerassa on korkeussuunnassa vain yksi rivi, mutta leveyssuunnassa pikseleitä on tavallisesti enemmän kuin matriisimuotoisessa.
Konenäkökamerat voivat olla ns. integroituja kameroita, joissa kaikki toiminnot valaistuksesta, kuvan ottamisesta ja kuvan tulkinnasta on sisällytetty kameraan. PC-pohjaisessa konenäköjärjestelmässä on kamera ja kuvia tulkitaan PC-pohjaisella järjestelmällä. Tämä mahdollistaa nopeammat prosessorit ja monimutkaisemmat algoritmit. (Omron 2D integroitu konenäkökamera FQ2, manuaali.)
3D-kuvaus
3D-kameroilla pyritään mittaamaan ja tunnistamaan syvyys, pituuden ja leveyden lisäksi. Syvyyden tunnistus on kuitenkin epäluotettavampaa kuin perinteinen 2D-kuvaus. (Steger ym., 2010, 1; Bachelor & Waltz, 2001, 9.)
3D-konenäköä voidaan toteuttaa usealla eri tavalla ja eri menetelmillä on erilaiset hyödyt ja haitat. Sitä voidaan toteuttaa esimerkiksi kahdella perinteisellä 2D-kameralla ja yhdistämällä niiden kuvat, hyödyntäen kulmaa ja etäisyyttä. Tämä on melko monimutkainen menetelmä ja kuvan käsittely on haastavaa.
Pistepilvi on yleinen menetelmä 3D-kuvaukseen. Pistepilvellä voidaan esittää pistemuotoinen mittatieto kappaleesta. Pistepilvitieto voidaan esittää mallina tai taulukon muodossa. Pinta-alaa tai tilavuutta pisteillä ei pistepilvellä ole. (Savisaari, 2017, 29–30.)
Konenäön testaus
Hankkeessa arvioitiin eri työvaiheiden automatisointia ja tehtiin muutamia käytännön testejä. Auton tuulilasien irrottamiseksi ja sivulasien rikkomiseksi robotti pitää ohjelmoida. Siihen teimme testejä kahdella konenäkökameralla. Tuulilasin työstöradan määritykseen käytettiin vanhahkoa 2D-kameraa ja sivulasien tunnistamiseen uutta 3D-kameraa.
Tuulilasin työstöradan testeihin laboratorioon toimitettiin “pätkä” autoa tuulilasin kohdalta ja rakensimme sen ympärille testiympäristön. Testeissä kamera pystyi määrittämään tuulilasista muotojen perustella viisi pistettä, joiden kautta muodostuu työstörata esimerkiksi robotisoidulle jyrsimelle. Kameran käyttöliittymä on kömpelö, mutta täyttää tehtävänsä.
Karkaistujen sivulasien rikkomiseen tarvitaan kustakin ikkunasta yksi piste, johon kohdistetaan isku. Karkaistu lasi hajoaa iskusta pieniksi lasisiruiksi, joten yksi isku riittää. Tässä kokeessa käytimme kolmiulotteista (3D) kameraa, jonka opetimme etsimään kuvasta ikkunamuotoa ja merkitsemään siihen pisteen. Kuvana käytettiin piirrettyjä kuvia ja muovitulosteita. Testit onnistuivat hyvin: kamera löytää ikkunat eri kohteista ja tekee niihin pisteen, joka voidaan antaa robotille “iskupaikaksi”. Verrattuna tuulilasin työstöradan määrittämisessä käytettyyn 2D-kameraan, uuden 3D-kameran käyttöliittymä oli huomattavasti helpompaa ja monipuolisempaa.
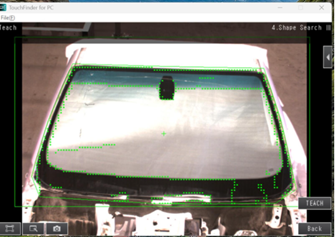
Kuva 10. Työstöradan määrittely konenäön avulla tuulilasin irrottamiseksi.
Konenäön käytännön kokeet perustuivat kahteen päälinjaan. Ensimmäinen oli 2D-pohjainen lähestymistapa, jossa Omron FQ2 -kamera opastettiin tunnistamaan tuulilasin reunavyöhykkeitä. Kun kameran havaitsemat pisteet oli tunnistettu, niistä voidaan muodostaa robotille lasin ääriviivaa myötäilevä työstörata (Kuva 10). Kokeissa korostui perusasioiden merkitys: valaistus ja kameran katselukulma on pidettävä mahdollisimman vakiona, kameran ja robotin on toimittava yhteensopivassa ja kalibroidussa koordinaatistossa. Laboratoriossa täysimittaista robottisolutestiä rajoitti tila, mutta menetelmä todettiin mahdolliseksi siirtää suurempaan ympäristöön ilman, että peruslogiikka muuttuu.
Toinen linja oli Kobotti-koe, jossa käytettiin UR5e-kobottiin integroitua Robotiqin kameraa. Kameralle opetettiin ikkunan muoto. (Kuva 11.) Näin syntyi toimintamalli, jossa sama liikerata voidaan myöhemmin ajaa leikkaus- tai merkintätyökalulla. Kokeet perustuvat yksinkertaisiin malleihin, mutta niiden tuloksia voidaan pitää lupaavina jatkotyötä ajatellen.
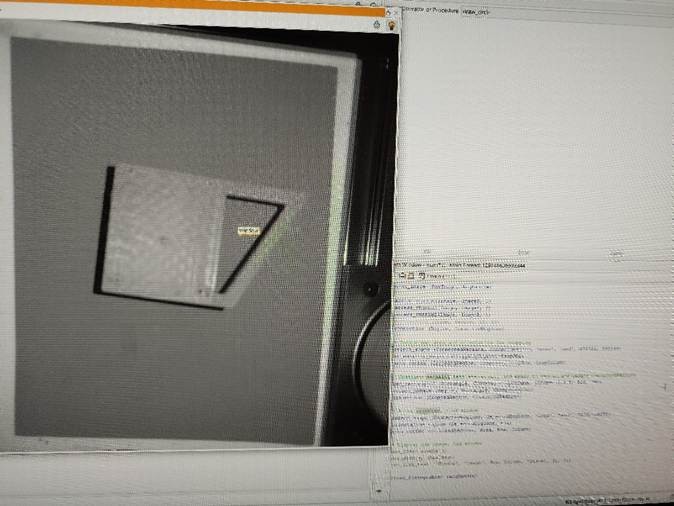
Kuva 11. Sivulasin muodon opetusta konenäkökameralle
Laboratoriokokeiden rinnalla tuotettiin käytännön opas FQ2-kameran käyttöön. Oppaassa kuvataan selkeästi, miten ohjelmisto asennetaan, kamera yhdistetään ja peruskalibrointi tehdään. Lisäksi opas neuvoo, miten “opetetaan” kameralle se, mitä kuvasta halutaan löytää, miten rajataan tarkasteltava alue ja miten tuloksia testataan. Mukana on myös vinkkejä vianhakuun: mitä tehdä, jos kuva ei päivity, yhteys katkeaa tai mittaus ei käynnisty. Tavoite on, että seuraava käyttäjä pääsee liikkeelle nopeasti ilman raskasta perehdytystä.
Konenäkö todettiin yhdeksi toimivaksi ratkaisuksi, kun tuulilasien irrottaminen automatisoidaan. Purkulinjaston käytön edetessä voidaan hyödyntää olemassa olevaa tietoa saman merkkisissä ja mallisissa autoissa, eikä jokaista autoa tarvitse kuvata. Linjasto “oppii” ajan myötä, jolloin prosessit tarkentuvat ja nopeutuvat.
4.3.5 Konenäön ja robotiikan toteutettavuusselvitys
Hankkeen aikana tehtiin toteutettavuusselvitys, jossa arvioitiin, miten konenäkö ja robotiikka voidaan ottaa käyttöön, kun romuajoneuvojen (ELV) laseja poistetaan suomalaisissa olosuhteissa. Selvitys korostaa lähtötilannetta: purkutyö on Suomessa pääosin manuaalista, ajoneuvojen kunto ja mallit vaihtelevat, siksi automaatiolta vaaditaan joustavaa sensorointia, toimivaa ohjelmistoa ja tarkoituksenmukaisia työkaluja. Taustaksi koottiin tietoa haastatteluista, laitoskäynneistä, kirjallisuudesta ja uutisista sekä tehtiin omia kokeita konenäöllä ja robotiikalla.
Selvityksessä verrattiin purkamista autoteollisuuden valmistuslinjoihin: tuotannossa automaatio toimii, koska osat ovat yhtenäisiä ja toistettavia; purkuvaiheessa ajoneuvot ovat kaikki erilaisia, joskus kolaroituja, ja siksi konenäöllä on merkittävä rooli kohteiden, kuten ikkunoiden, tunnistamisessa. Suomessa käsitellään vuositasolla arviolta noin 80 000–90 000 romuajoneuvoa. Ne luovat merkittävän potentiaalin prosessin tehostamiselle, kun tavoitteena on saada osia ja materiaaleja talteen.
Toteutettavuusselvitys käsitteli myös robotisoinnin vaihtoehtoja: yksinkertaisista, kiinnittimeen perustuvista ratkaisuista useita sensoreita sisältäviin soluihin, joissa yhdistyvät 2D/3D-kamera, ohjelmisto ja eri robottityökalut. Ajatuksena ei ole korvata kaikkea käsityötä, vaan automatisoida ne kohdat, joissa toistettavuus, nopeus ja työturvallisuus paranevat selvästi – esimerkiksi tuulilasin reunojen merkitseminen/leikkaaminen tai karkaistujen sivulasien hallittu poistaminen.
Selvityksessä tunnistettiin myös vaihtoehtoisia hankintamalleja (kuten palveluna tarjottava robotiikka), joilla alkuinvestointia voidaan keventää, sekä erot perinteisten teollisuusrobottien ja kobottien välillä. Ensin mainitut ovat tehokkaita, mutta vaativat aidatun solun; kobotit mahdollistavat joustavamman työskentelyn, mutta hitaammin ja pienemmillä voimilla.
Selvityksessä arvioitiin automaation kustannusrakennetta: teollisuusrobotin hankintahinta on käytettynä tyypillisesti 30 000 eurosta ylöspäin; lisäksi tarvitaan ohjelmistolisenssejä, suunnittelua ja koulutusta. Robottisolu toteuttaa aina jotain prosessin osaa, johon kuuluu useita työvaihteita, tarttujia, toimilaitteita, merkkausta yms., jota robotin ohjausyksikkö hallinnoi. Robottisolun investointikustannukset ovat 100 000 eurosta ylöspäin. Robotit säästävät työaikaa ja virheitä, mutta vaativat huoltoa ja sähköä. Vaihtoehtona tuodaan esiin Robots as a Service (RaaS), jossa palveluntarjoaja vastaa asennuksesta ja ylläpidosta, ja asiakas maksaa robotin käyttöajasta – tämä pienentää alkupanostusta, vaikka käyttökulut kasvavat.
Automaatio tarvitsee tilaa, sähkösyötön ja teollisuusroboteille turva-aidan; kobotit voivat toimia yhteisessä tilassa, mutta ovat hitaampia ja heikkotehoisempia. Henkilöstöä on syytä kouluttaa uusiin rooleihin ja varmistaa hätäseis-painikkeet ja turvasensorit toimiviksi. Hyötynä automaatio vähentää altistumista moottori- ja akkukomponenttien raskasmetalleille sekä öljy- ja polttoainehöyryille.
Robotin huolto voi keskeyttää työn; tätä voidaan lieventää varalaitteilla tai vaihtoroboteilla. Muutokset voivat kohdata henkilöstön vastarintaa, jota vähennetään osallistamisella ja uudelleenkoulutuksella. Budjettiriskit hallitaan piloteilla ja skaalautuvilla ratkaisuilla. Väärin ohjelmoitu liike voi vahingoittaa kohdetta – siksi painotetaan huolellista suunnittelua ja tarvittaessa kobottien käyttöä. Teollisuusrobotit ovat vaarallisia lähietäisyydellä, joten turva-aita on välttämätön.
Vahvuutena robotit hoitavat toistotyön nopeasti ja turvallisemmin. Heikkouksina mainitaan tilavaade ja joustamattomuus ahtaissa rakenteissa sekä sovellussuunnittelun haasteet. Mahdollisuutena on kehittää uusia palveluja, välineitä ja koulutusta purkualan automaatioon. Uhkana ovat järjestelmähäiriöt, kustannuspiikit, sovellusten luotettavuus ja toimivuus. Suositus on edetä vaiheittain: ensin pieni simuloitu ja pilotoitu työpiste, jossa prosessia kehitetään ja mitataan turvallisesti. Käytännössä osittainen automaatio on järkevä kompromissi, jossa ihminen ja kone täydentävät toisiaan.
Toteutettavuusselvitys ja kokeet osoittavat, että konenäön ja robotiikan yhdistäminen auton lasien poistossa on mahdollista, kun keskitytään selkeisiin työvaiheisiin, pidetään perusolosuhteet hallinnassa (valaistus, sijoittelu) ja edetään pilotista tuotantoon hallitusti. Suositellut seuraavat askeleet ovat koneoppivan/neuroverkkopohjaisen reunantunnistuksen kokeilu eri automalleilla. Tulokset tukevat päämäärää: enemmän ja puhtaampaa lasia talteen – turvallisemmin ja tasalaatuisemmin.
4.3.6 Lasien poisto purkulinjastolla hyödyntäen robotiikkaa
Lasien poisto on ajallisesti nopea työvaihe. Sen toteuttaminen nähdään tarkoituksenmukaiseksi linjaston alussa auton kuivatuksen yhteydessä tai heti sen jälkeen. Toteutustavan mukaan autosta voidaan rikkoa karkaistut sivu- ja takalasit joko ovien ja luukkujen ollessa paikallaan tai vaihtoehtoisesti kaikki ovet ja luukut irrotetaan autosta ja ne käsitellään erillisenä työvaiheena. Molemmissa vaihtoehdoissa on puolensa. Tuulilasi poistetaan aina linjastolla.
Jos ovet ja luukut pidetään kiinni autossa, lasinsirujen hallinta on haasteena. Jos ikkunat lyödään vain rikki, sirpaleet leviävät auton sisälle ja ulkopuolelle, eikä niitä saada talteen. Toisena vaihtoehtona testattu vesiliukoinen kalvo ja tehtävään sopiva robotin tarttuja voisivat olla toimiva vaihtoehto. Tämä edellyttää konenäköä määrittämään kustakin ikkunasta piste, johon robotti tarttuu ja rikkoo ikkunan molemmilta puolilta autoa sekä lisäksi erillinen menetelmä takalasin rikkomiseen ja hallintaan. Menetelmän investointikustannukset ovat korkeat, arviolta 300 000–500 000 euroa.
Kun autosta kuivatuksen jälkeen poistetaan kaikki ovet ja luukut sekä irrotetaan tuulilasi, helpottuu auton muiden osien ja materiaalien irrotus. Ovien käsittely voidaan toteuttaa erikseen sen mukaan, tulevatko ne myyntiin vai otetaanko niistä vain materiaalit talteen. Jos ovista ja luukuista halutaan ottaa vain materiaalit talteen, voidaan ne irrottaa hydraulisilla saksilla nopeasti. Ovien ja luukkujen kuljettamiseen tarvitaan liukuhihnoja, vihivaunuja ja vastaavia menetelmiä.
Irrallisten ovien ja takaluukkujen lasien rikkominen on helpommin automatisoitavissa ja lasi saadaan puhtaampana talteen kuin jos lasi rikotaan suoraan autossa. Ovi tai takaluukku voidaan nostaa seulan ja keräyskontin päälle ja automaattivasara iskee lasin rikki. Ovissa on moottoreita ja kestomagneetteja, jotka asetuksen nykymuodon mukaan pitää kerätä talteen. Myös niiden irrottaminen voi olla helpompaa ja automatisoitavissa irrallisista ovista.
Robotin testaukseen valittiin karkaistujen lasien rikkominen. Manuaalitesteissä tehtyjen havaintojen perusteella tiedettiin, että lasinsirut leviät hallitsemattomasti eri suuntiin. Testissä haluttiin selvittää menetelmiä, joilla robotin tarttujalla pystyttäisiin hallitusti käsittelemään rikkoutunutta lasia.
Markkinoilta löytyy muun muassa Unigripper-merkkinen tarttujavalmistaja, jonka tuotetta hyödyntäen voisi olla mahdollista käsitellä koko rikkoutunut ikkunalasi. Unigripper-tarttujan testissä todettiin, ettei tarttuja toimi odotetusti, vaan tartunta loppuu heti lasin rikkoutuessa. Toinen ajatus oli liimata vesiliukoinen kalvo ikkunalasin pintaan ja tarttua siihen robotin imukuppitarttujalla ja Unigripperillä. Näin lasi olisi mahdollista erottaa kalvosta upottamalla se veteen. Testit onnistuivat hyvin, mutta lasinsirujen hallinta ei ollut täydellistä.
Lasin rikkomiseen teollisuusrobotin toimilaitteeksi valittiin paineilmavasara. Testissä kokeiltiin erilaisia työkaluja, joilla iskettiin eri kohtiin lasia ja erilaisilla voimilla (Kuva 12).

Kuva 12. Testi sivulasien rikkomisesta robotisoidusti.
Paineilmatyökalun omilla, karkaistuilla työkaluilla, lasia ei saatu rikki. Useiden yritysten jälkeen työkalua muokattiin liittämällä siihen tuulilasivasaran kärki. Sillä rikkominen onnistui hyvin.
4.4 PVB-kalvon talteenotto tuulilasista ja kalvomateriaalin kierrättäminen
Autojen tuulilasien kierrättäminen on haastavaa niiden laminaattirakenteen vuoksi. Tällä hetkellä tuulilasilaminaateista otetaan pääasiallisesti talteen vain lasi, kun taas liimakerros, PVB eli polyvinyylibutyraatti, menee polttoon. PVB-jakeen hyödyntäminen kierrätysraaka-aineena voisi lisätä tuulilasien kierrätyksen kannattavuutta merkittävästi. PVB:n erottaminen puhtaana on kuitenkin haastavaa, ja se vaikuttaa kierrätyksen taloudelliseen kannattavuuteen.
Hankkeen aikana selvitettiin tuulilasin PVB-kalvon irrottamisen menetelmiä sekä arvioitiin kierrätetyn materiaalin ominaisuuksia. Tuulilasien kierrätyksessä on havaittavissa merkittäviä sekä teknisiä että taloudellisia haasteita, mutta samalla myös lupaavia mahdollisuuksia.
Aihetta lähestyttiin seuraavien tutkimuskysymysten kautta:
- Millä menetelmillä PVB voidaan erottaa tuulilasista laboratoriotasolla?
- Millaisia ominaisuuksia kierrätetyllä PVB:llä olisi verrattuna uuteen PVB:hen?
- Mitkä ovat kierrätetyn PVB:n potentiaaliset jatkokäyttökohteet?
Nykyiset tuulilasien kierrätysmenetelmät ovat usein ajallisesti pitkiä ja tehottomia. Suuria määriä tuulilaseja jää pitkäksi aikaa ulkosäilytykseen ennen murskausta ja jatkokäsittelyä. Ympäristön kannalta olisi tärkeää kehittää menetelmiä, jotka mahdollistavat sekä puhtaan lasimateriaalin että PVB-kalvon talteenoton ja hyötykäytön kierrätysmateriaalina. Tuulilasien kierrätykseen kohdistuu myös kasvavaa painetta johtuen valmistelussa olevasta romuajoneuvoasetuksesta. Kannattavuuden näkökulmasta romutettavien autojen kasvava määrä voi lisätä ennen liian kalliiden investointien kannattavuutta. (Saari, 2025.)
4.4.1 Kierrätetyn PVB-kalvon irrotus, talteenotto ja materiaalin ominaisuudet
Hankkeen aikana tehdyissä testeissä testattiin mekaanisia irrotuksia sekä tehtiin vetokokeita, DSC- ja FTIR-analyysejä ja kosteuspitoisuuden mittauksia, joilla määritettiin näytteiden ominaisuuksia. Tuloksia verrattiin kansainvälisiin tutkimuksiin, joissa on kehitetty suurten kapasiteettien mekaanisia prosesseja (Intia, Kiina) sekä pienempiin mittakaavoihin soveltuvia korkean puhtauden menetelmiä (Slovakia, Etelä-Korea).
Kokeellisessa osuudessa käytetyt menetelmät tarjosivat laboratoriotason näkökulman aiempiin teollisen mittakaavan tutkimuksiin nähden. Tavoitteena oli selvittää PVB-kalvon käyttäytyminen ja irrotusmenetelmien toimivuus sekä verrata tuloksia kansainvälisiin ratkaisuihin.
Testeissä käytetyt materiaalit koostuivat laminoiduista ajoneuvolaseista, jotka rikottiin pieniksi siruiksi ennen käsittelyä. PVB-kalvoryhmät jaoteltiin kolmeen kategoriaan: uusi, kierrätetty ja laboratoriossa itse irrotettu. Näytteet säilytettiin joko jääkaapissa, huoneenlämpöisessä kaapissa tai laboratorio-olosuhteissa.
Työssä hyödynnettiin useita menetelmiä, joilla PVB-kalvon ominaisuuksia voitiin tarkastella eri näkökulmista. Irrotuskokeilla selvitettiin, millä tavoin kalvo saadaan erotettua lasista mahdollisimman ehjänä. Vetokokeet ja DSC-analyysit valittiin arvioimaan kalvon mekaanisia ja lämpöominaisuuksia. FTIR-analyysiä käytettiin kalvon kemiallisen rakenteen ja epäpuhtauksien tunnistamiseen. Lisäksi kosteusmittaukset antoivat tietoa kosteuspitoisuudesta ja sen muutoksista säilytyksen aikana. Yhdistämällä nämä menetelmät saatiin kokonaiskuva kierrätetyn PVB:n puhtaudesta ja sen mahdollisuuksista jatkokäyttöön.
Mekaanisissa irrotuksissa hyödynnettiin lämpöä ja kavitaatiota, jotka pehmentävät PVB-kalvoa ja heikentävät lasin ja kalvon välistä adheesiota. Menetelmä toteutettiin useilla lämpötiloilla 20–60 °C ja altistusaikoina 10–15 minuuttia. Höyrytyksen, ultraäänihauteen ja lämpölevyn vaikutuksia tutkittiin erikseen, ja irrotuksen onnistumista arvioitiin visuaalisesti kalvon pehmenemisen ja lasinsirujen irtoamisen perusteella. Näin saatiin vertailukelpoista tietoa eri menetelmien tehokkuudesta.
Tehdyn tutkimuksen perusteella tuulilasista irrotetun PVB:n käsittely on monivaiheinen prosessi, jossa menetelmän valinta ratkaisee materiaalin puhtauden ja käyttökelpoisuuden. Mekaaniset testit sekä DSC-, FTIR- ja kosteusanalyysit toivat esiin selkeitä eroja puhtaiden ja kierrätettyjen kalvojen välillä. Kierrätetyt ja itse irrotetut kalvot sisälsivät epäpuhtauksia, ja niiden lämpö- ja mekaaniset ominaisuudet olivat epävakaampia kuin uusilla kalvoilla. Tämä rajoittaa materiaalin jatkokäyttöä, mutta samalla osoittaa suunnan jatkotutkimuksille: erityisesti puhdistus- ja jalostusvaiheiden kehittäminen voisi lisätä PVB:n arvoa ja laajentaa sen uusiokäyttömahdollisuuksia.
Tutkimuksen tulokset olivat yhteneväisiä kansainvälisten tutkimusten kanssa. Täydellinen puhtaus on vaikeasti saavutettavissa pelkillä mekaanisilla menetelmillä. Slovakialaiset ja korealaiset tutkimukset tukevat näkemystä, että parhaat tulokset saavutetaan yhdistämällä mekaanisia ja kemiallisia vaiheita tai hyödyntämällä useita peräkkäisiä prosessimoduuleja. Tulokset osoittavat, että PVB:n käyttäytyminen muuttuu merkittävästi kierrätysprosessin aikana, ja siksi sen laatu ja jatkokäyttöarvo riippuvat voimakkaasti käytetystä irrotus- ja puhdistusmenetelmästä.
4.4.2 PVB-näytteiden puhtaus
Turun ammattikorkeakoulun laboratoriossa tutkittiin eri menetelmillä irrotettujen PVB-kalvojen puhtautta. Perinteisen UV-valoa ja sääaltistusta hyödyntävän vanhennustekniikan avulla irrotetun kalvon sisältämän epäorgaanisen aineksen määrä oli polttotestien perusteella 0,26 prosenttia. Tämä osuus saattoi sisältää sekä hienoa lasimurskaa että hiekkaa, koska muovikalvoa oli säilytetty avoimella kentällä. Mittauksissa ei otettu huomioon mahdollisia isompia lasinsirpaleita, joita oli siellä täällä kalvoihin kiinnittyneenä. Lisäksi on huomattava, että polttokokeissa tutkittava näytemäärä ei välttämättä ole riittävän edustava, koska yksittäisen näytteen koko on vain noin 5 grammaa. Tulosta onkin pidettävä suuntaa antavana. (Saari, 2025.)
Sisätiloissa toteutetun mekaanisen irrotuksen PVB-muovisäkin punnitustulosten mukaan kalvon mukana prosessin läpi oli päässyt taulukon 5 mukaisesti epäpuhtauksia.
Taulukko 5. Tutkitun näytesäkin epäpuhtaudet (Kössi ym., 2025).
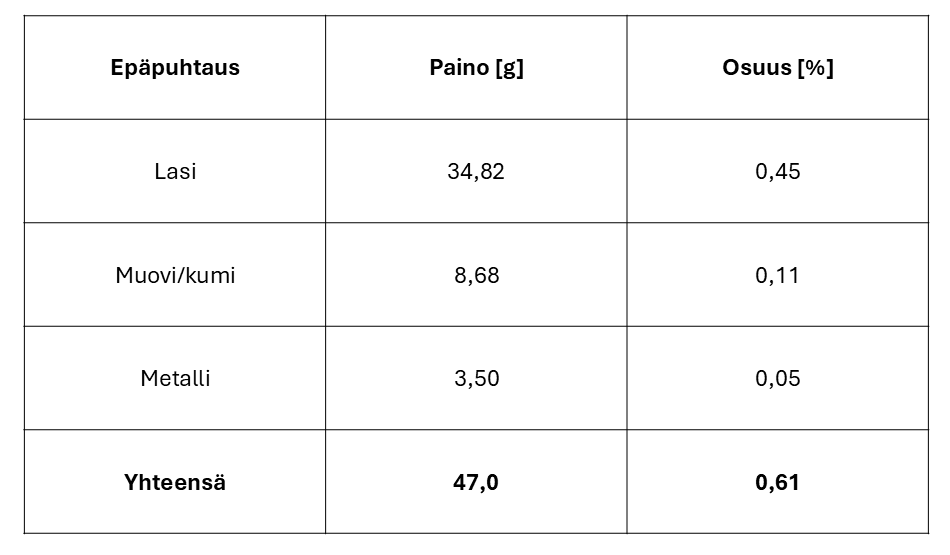
Näytesäkin sisältämien epäpuhtauksien lisäksi kalvoihin jääneen lasijauheen osuus oli polttokokeiden perusteella 0,21 prosenttia. Tulosten perusteella näytesäkin PVB-kalvot saavuttivat siten hyvälaatuisen kierrätys-PVB:n puhtausvaatimukset. Tutkimuksien mukaan säkissä olleiden kalvojen kosteuspitoisuus oli vain 0,65 prosenttia, kun taas ulkona läjitettyjen näytteiden kosteuspitoisuus oli 79 prosenttia. Näin suuri ero voi johtua esimerkiksi kuivaamisesta erotteluprosessin aikana. (Saari, 2025; Kössi ym., 2025.)
4.4.3 PVB-kalvon ja lasin laboratoriomittakaavan erotteluprosessi
Selvitimme myös erilaisia keinoja PVB-kalvon ja lasin erottamiseen. Tavoitteena oli löytää prosessi, jolla jakeet saataisiin eroteltua toisistaan. Tulokset osoittivat, että pelkkä mekaaninen erottelu, erityisesti kuulamyllytys, ei ollut tehokas lasin ja PVB:n erottamiseen. Vaikka vasarointi paransi lasin pilkkoutumista ja osittaista irtoamista, mitkään mekaaniset menetelmät yksinään eivät riittäneet puhtaaseen erotteluun ilman lisäkäsittelyä.
Lämpöerottelu höyrykäsittelyllä osoittautui erittäin tehokkaaksi. Esilämmityksen ja syklisen höyryaltistuksen yhdistelmä heikensi merkittävästi lasin ja PVB:n rajapinnan adheesiota, jolloin lasinpalaset irtosivat helposti ja PVB-kalvo säilyi ehjänä. Kemiallinen erottelu NaOH- ja SDS-liuoksella (1 % NaOH + 0,2 % SDS) paransi erottelutehokkuutta entisestään, kun se heikensi jäljellä olevaa adheesiota ja mahdollisti jäljelle jääneiden lasinpalasten hallitun poistamisen. Kemiallisen käsittelyn mahdollisia vaikutuksia PVB:n pitkäaikaiseen stabiilisuuteen tulisi kuitenkin tutkia lisää.
Kuvassa 13 esitetään laboratoriotestien perusteella tehty ehdotus erotteluprosessista, jolla PVB ja lasi saataisiin eroteltua. Yleisesti ottaen, mitä pienemmäksi lasi saadaan aluksi mekaanisesti murskattua, sen helpommin se irtoaa. Tähän olisi parempi käyttää vasaramyllyä kuin erilaisia telaratkaisuja, sillä tela voi puristaa lasin syvemmälle PVB-kalvoon. Prosessissa on eritelty osaprosessit ja laatuluokat, joihin ko. osaprosesseilla otaksutaan pääsevän. Hankkeen aikana testattiin osaprosesseja, mutta koko prosessin toimivuutta olisi hyvä vielä testata. (Kössi ym., 2025.)

Kuva 13. PVB-kalvon ja lasin erotteluprosessi tavoiteltuine PVB:n laatuluokkineen (Kössi, ym. 2025).
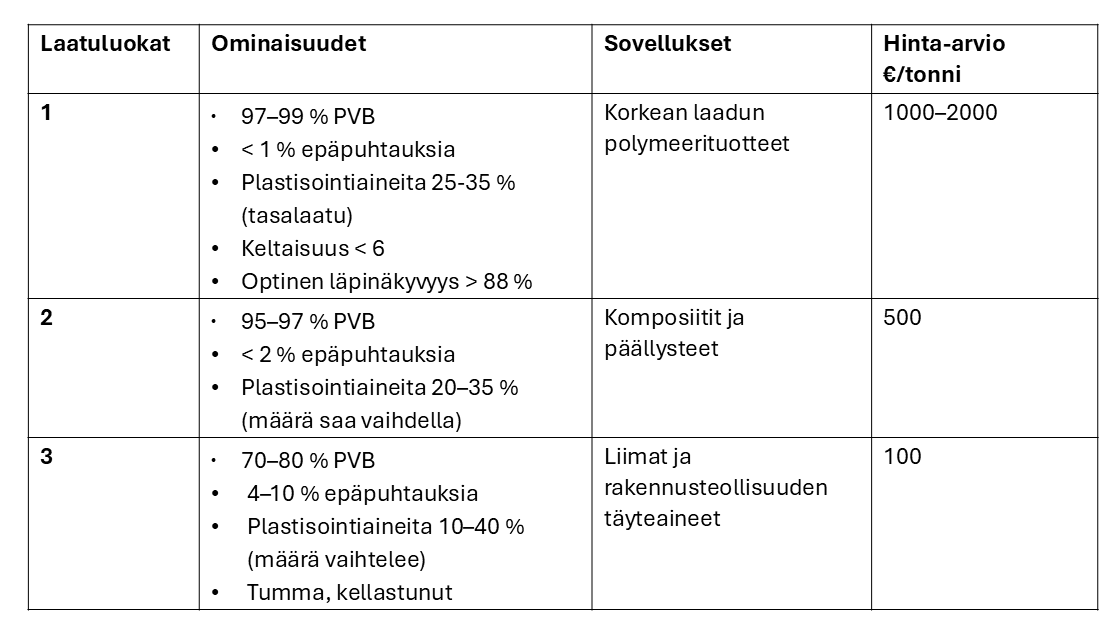
Taulukossa 6 on esitetty kolme kierrätys-PVB:n laatuluokkaa mahdollisine sovelluskohteineen ja hintoineen.
Taulukko 6: Kierrätys-PVB:n laatuluokat, sovelluskohteet ja hinta-arvio (Behera, S. et al. 2023; Behunova, A. et al. 2021; European Commission. 2024; Nikitakos, V. et al. 2025; SFS Online. 2018).
Myös tämä tutkimus osoitti, että tehokkain lähestymistapa PVB:n talteenottoon on yhdistetty monivaiheinen prosessi, joka sisältää hallitun mekaanisen esikäsittelyn, lämpöerottelun höyrykäsittelyllä ja valikoidun kemiallisen käsittelyn. Tämä integroitu menetelmä tarjoaa lupaavan pohjan laminoidun autolasin tehokkaan ja skaalautuvan kierrätysprosessin jatkokehitykselle, millä edistetään ajoneuvojen elinkaaren materiaalien kiertotaloutta. (Kössi ym., 2025.)
4.4.4 Kierrätetyn PVB:n hyödyntäminen
Kierrätetylle PVB:lle on tunnistettu useita käyttökohteita, joista keskeisimmät liittyvät rakennusteollisuuteen. Materiaalia voidaan hyödyntää akustisissa paneeleissa, lattiamateriaaleissa, asfaltin lisäaineena sekä erilaisissa muoviseoksissa, joissa laatuvaatimukset eivät ole yhtä tiukkoja kuin laminaattilaseissa. Lisäksi PVB:tä käytetään mattoteollisuudessa, liimoissa, pinnoitteissa ja aurinkokennojen suojakalvoina. Uusimmissa tutkimuksissa on selvitetty sen soveltuvuutta myös litiumioniakkujen erotinkalvoksi (Porporato ym., 2025; Paukku, 2025).
Näiden käyttökohteiden monipuolisuus osoittaa, että vaikka PVB ei epäpuhtauksien vuoksi useinkaan sovellu suoraan takaisin laminaattilasien valmistukseen, on sillä merkittävä käyttöpotentiaali muilla aloilla ja siten taloudellinen arvo.
Suomessa vuositasolla romutettavien ajoneuvojen – noin 70 000–80 000 ajoneuvoa (Suomen Autokierrätys Oy, 2025) – määrä vastaa noin 70–80 tonnia PVB-kalvoa, kun yhdessä tuulilasissa oletetaan olevan noin 1 kg PVB:tä. Mikäli PVB pystyttäisiin erottamaan puhtaana, sen markkinahinta voisi olla kansainvälisen hintahaarukan perusteella noin 6 500–9 500 €/tonni. Tämä tarkoittaisi, että Suomen vuosittainen PVB-potentiaali olisi noin 0,46–0,76 miljoonaa euroa. Jos kalvo jää peruslaatuun (180–450 €/tonni), vuosituotto olisi huomattavasti pienempi, noin 13 000–36 000 euroa, ja selvästi epäpuhtaat, arvoon 100 €/tonni hinnoiteltavat kalvot tuottaisivat vain noin 7 000–8 000 euroa vuodessa. Tulokset korostavat, että PVB:n puhtaus on ratkaisevin tekijä, joka määrittää, voiko materiaalista tulla autonpurun kustannuksia aidosti kompensoiva tulonlähde vai jääkö sen arvo marginaaliseksi.
Taloudellisen tarkastelun perusteella PVB voisi parhaimmillaan olla kannattava kierrätysmateriaalivirta, mutta tämä edellyttää selvästi nykyistä tehokkaampia puhdistus- ja irrotusmenetelmiä. Siksi jatkokehityksen painopiste tulisi olla erityisesti niissä prosesseissa, jotka mahdollistavat korkean puhtaustason saavuttamisen. Tällöin PVB:n uusiokäyttö voisi laajentua matalamman jalostusasteen sovelluksista kohti korkeamman arvon markkinoita, kuten uudelleenlaminointia, polymeerikomposiitteja tai akkuteollisuuden erotinkalvoja.
Tutkimus osoitti, että PVB-kalvojen laadulla on ratkaiseva merkitys sekä materiaalin käyttökelpoisuuden että kierrätyksen taloudellisen kannattavuuden kannalta. Kun kierrätysmenetelmiä kehitetään ja puhdistusprosesseja tehostetaan, ne tarjoavat siten merkittäviä mahdollisuuksia materiaalin arvon nostamiseen ja kiertotalouden edistämiseen Suomessa. (Saari. 2025.)
Laitostasolla kansainvälisten vertailujen perusteella kierrätyskapasiteetit vaihtelevat huomattavasti. Intian suurimmat laitokset käsittelevät jopa 20 tonnia tunnissa, kun taas Slovakian prosessit on mitoitettu 500–2000 tonnin vuosikapasiteetille. Etelä-Koreassa on saavutettu noin 1 600 tonnin vuositaso. Tämä osoittaa, että myös pienemmät, modulaariset laitokset voivat olla taloudellisesti kannattavia erityisesti alueilla, joissa romuautojen määrä on rajallinen. Suomen olosuhteissa tällainen pienempi kapasiteetti olisi realistisempi ja todennäköisesti kustannustehokkain ratkaisu verrattuna suurten linjastojen käyttöönottoon. (Saari, 2025.)
5. Yhteenveto
Autolasihankkeessa keskityttiin tutkimaan, miten autolasit saadaan mahdollisimman kustannustehokkaasti ja turvallisesti irrotettua ja miten materiaali saadaan puhtaana jatkokäyttöön. Toinen osa hanketta keskittyi tutkimaan, miten tuulilaseissa oleva PVB-kalvo saadaan eroteltua lasimateriaalista ja niin ikään puhtaana jatkokäyttöön.
Tulokset tiivistetysti:
- Lasin irrottaminen ennen murskausta parantaa kierrätysmateriaalin laatua ja arvoa. Testeissä kehitettiin ja arvioitiin erilaisia irrotus- ja keräysmenetelmiä, kuten lasirullakkoja ja apuvälineitä, sekä arvioitiin niiden taloudellista kannattavuutta.
- Robottien ja konenäön käyttö lasien irrotuksessa on teknisesti mahdollista, mutta vaatii jatkokehitystä erityisesti erilaisten automallien tunnistamisessa ja työkalujen soveltuvuudessa. Osittainen automaatio on realistinen tavoite, jossa ihminen ja kone täydentävät toisiaan.
- Tuulilasien laminaattikalvon (PVB) erottelu ja puhdistus on haastavaa, mutta puhtaalla PVB:llä on merkittävä taloudellinen potentiaali. Laboratoriotestit osoittivat, että yhdistämällä mekaanisia, termisiä ja kemiallisia käsittelyjä voidaan saavuttaa korkea puhtausaste.
- Lasin ja PVB:n kierrätyksen kannattavuus riippuu materiaalin puhtaudesta, keräysmenetelmien tehokkuudesta ja vastaanottohinnoista. Työvoimakustannukset ovat merkittävä osa kokonaiskuluista.
Lasimateriaalin kierrätys on teknisesti ja taloudellisesti mahdollista, kun auton elinkaaren lopun prosesseja kehitetään ja automatisoidaan. Tärkeimmät kehityskohteet ovat työvaiheiden automatisointi ja kierrätettävän materiaalin puhtauden parantaminen sekä laitevalmistajien kanssa tehtävän yhteistyön vahvistaminen. PVB-kalvon puhdistusmenetelmien kehittäminen voi lisätä kierrätyksen kannattavuutta. Jatkotyön osalta suositellaan laajempaa selvitystä eri purkumenetelmien ja automaatioratkaisujen soveltuvuudesta autolasien purkuun, selvityksen kautta löydettyjen ja niiden pohjalta kehitettyjen työmenetelmien pilotointia sekä tarkempia ja yksityiskohtaisempia investointilaskelmia toiminnan kannattavuudesta sen kaikissa osissa.
5.1 Yhteenveto autolasien irrottamisesta ja talteen ottamisesta
Autolasien keräystestien tulokset osoittavat, että ajoneuvojen karkaistun lasin hajottaminen ja kerääminen on toteutettavissa. Lasin puhtausaste oli pääosin erinomainen, ja keräysmenetelmä tuotti merkittävän määrän materiaalia. Tämä viittaa siihen, että menetelmällä voidaan saavuttaa kierrätyskelpoista materiaalia tehokkaasti, kunhan prosessia jatkokehitetään, ja epäpuhtaudet saadaan pois lasista.
Testin yhteydessä havaittiin myös haasteita. Lasin hajottamisen yhteydessä osa materiaalista pääsi leviämään ympäristöön, mikä heikensi keräysmäärää. Lisäksi lasin epäpuhtaudet, kuten kumitiivisteet, vaikuttivat vastaanottoluokitukseen ja niiden esiintyminen lasin joukossa vaikutti kierrätysmateriaalin arvoon. Kun lasi irrotetaaan ja otetaan talteen ennen murskausta, se on puhtaampaa eikä siitä tarvitse maksaa täyttömaakuluja. Jos toimitaan näin, operaattorille syntyisi vähemmän kuluja, ja purkamo voisi saada paremman hinnan puhtaammasta autosta.
Lasimateriaalien kierrätyksen onnistuminen edellyttää, että ne erotellaan puhtaina ja mahdollisimman ehjinä. Kehityshankkeen tulokset osoittavat, että syntypaikkalajittelu ja manuaalinen irrotus ovat teknisesti mahdollisia ja taloudellisesti kannattavia, mikäli työmenetelmät ja välineet optimoidaan. Lasin kierrätys tukee EU:n kiertotaloustavoitteita ja vähentää näin neitseellisten luonnonvarojen käyttöä.
Menetelmän vieminen teolliseen käyttöön edellyttää jatkokehitystä. Työvaiheiden automatisointi, lasin talteenoton tehostaminen ja epäpuhtauksien hallinta ovat keskeisiä kehityskohteita. Lisäksi taloudellisen kannattavuuden osalta tarvitaan tarkempia kustannuslaskelmia, jotka huomioivat kaikkien työvaiheiden kulut.
Tuloksia arvioitaessa on tärkeää huomioida, että tulosten vertailu ja laskelmat perustuvat rajalliseen, 25 ajoneuvon otokseen. Pienen aineiston vuoksi johtopäätökset ovat alustavia, eikä niitä voida yleistää laajemmin ilman lisätutkimusta. (Lasitestin raportti, 2025.)
5.2 Yhteenveto PVB-kalvojen irrottamisesta ja talteen ottamisesta
Tuulilaseissa oleva PVB-kalvo on arvokasta ja jos sen saa hyväkuntoisena irti lasista, sen kierrättäminen voisi olla kannattavaa. Lisätutkimuksella voisi selvittää, onko muovin laatu hyvää, kuinka kannattavaa sen kerääminen on ja miten PVB-kalvoa voisi hyödyntää eri lopputuotteissa. (Nevalainen, J. 2026.)
Laboratoriossa tehtyjen testausten perusteella voidaan todeta, että kun yhdistetään mekaanisia, termisiä ja kemiallisia osaprosesseja, on PVB-kalvon irrotuksessa mahdollista saavuttaa parhaan laatuluokan kierrätys-PVB:n edellyttämät puhtausasteet ja ominaisuudet. Tämä vaatii lisätutkimuksia niin osa- kuin kokonaisprosessien osalta. Parhaan laatuluokan kierrätys-PVB:n markkinahinnat ovat merkittäviä, joten tähän panostaminen olisi taloudellisesti kannattavaa. Jatkotutkimuksissa kannattaisi keskittyä testaamaan erilaisia murskia mekaanista erottelua varten sekä pH:n vaikutusta lasin irtoamiseen. Jos halutaan parhaan laatuluokan PVB:tä, olisi syytä tarkastella mahdollisuuksia kemialliseen liuotukseen. (Saari, 2025; Kössi ym., 2025.)
6. Johtopäätökset ja jatkotutkimussuositukset
Autolasihankkeen aikana on saatu hyvä yleiskuva autolasien talteenoton ja kierrätyksen nykytilasta sekä ELV-asetuksen mukanaan tuomista vaatimuksista autonpurkuvaiheeseen. Asetukseen voi tulla vielä pieniä muutoksia ennen voimaan astumista, mutta päälinjat kiertotalouden lisäämiseksi autonpurkuvaiheeseen ovat olemassa. Yleisellä tasolla voidaan todeta, että purkutoimintaa tulee kehittää ja prosesseja pitää automatisoida, jotta toiminta on laadukasta ja se voidaan toteuttaa liiketoiminnallisesti kannattavasti purkuvaiheen kaikissa vaiheissa.
Tulosten pohjalta suosittelemme seuraavia jatkotutkimusaiheita:
- Purkuprosessin eri vaiheiden kehittämistä ja työvaiheiden järjestämistä pitää edelleen tutkia. Erilaiset purkumenetelmät ja työn vaiheet vaikuttavat merkittävästi prosessin automatisoitavuuteen. Esiin noussut tutkimuskysymys on: onko kannattavampaa erotella, tunnistaa ja lajitella purkumateriaalit jo syntypaikalla autonpurkuvaiheessa vai kehittää tehokkaita menetelmiä ja teknologioita materiaalien tunnistamiseen ja erotteluun murskauksen jälkeen?
- Tämän hankkeen aikana testattiin erilaisia purkumenetelmiä. Testit osoittivat, että automaatiota voidaan käyttää lasien irrotuksessa, mutta vielä on paljon tutkittavaa ja kehitettävää parhaan kustannustehokkaan menetelmän valitsemiseksi.
- Lasien irrotuksen, talteenoton, säilytyksen sekä koko logistisen ketjun kehittäminen siten, että autolaseista saadaan mahdollisimman suuri määrä talteen, materiaalit pysyvät puhtaina ja kuivina, jotta niistä saadaan mahdollisimman korkea hinta.
- Yksittäiset konenäkötestit ja robottitestit ovat osoittaneet, että automaatiota ja robotiikkaa voidaan käyttää autopurkulinjastoilla. Nyt pitää siirtyä seuraavalle tasolle, jossa muodostetaan teknologisia kokonaisuuksia, selvitetään niiden toimivuutta kokonaisille autoille. Kehitystyöhön tarvitaan mukaan laitetoimittajia sekä tutkimusympäristö, jossa voidaan tehdä pitkäjänteistä tutkimusta ja testausta kokonaisilla autoilla.
- Erityisesti tuulilasin irrotukseen pitää löytää tehokkaampia työkaluja ja niiden soveltuvuutta pitää testata ja kehittää robottikäyttöön. Myös työvaiheiden puhtauteen ja turvallisuuteen pitää kiinnittää huomiota prosessin kehittämisessä.
- Datan hyödyntämistä purkuvaiheessa tulee kehittää. Tulevaisuudessa toivottavasti autonvalmistajilta saatava laadukas data ja koneoppiminen yhdessä tehostavat auton purkuvaihetta. Laadukkaan datan avulla voidaan helpottaa mm. robottien ohjelmointia. Myös tekoälyn opettaminen ja testaaminen voi nopeuttaa prosessia. Linjastolla voidaan tutkia, kuinka monen automallin muodot pitää tekoälylle opettaa, jotta se voisi tunnistaa auton ja robotti voisi käyttää tätä tietoa aikaisemmin tuotettuun ohjelmaan, joka ohjaa robottia irrottamaan ohjeiden mukaan lasit autosta.
- Purkulinjastojen erilaisten variaatioiden määrittely ja testaus auttaa tekemään vertailukelpoisia ja riittävän tarkkoja investointilaskelmia ja arvioimaan niiden kannattavuutta.
- Automaatiojärjestelmien toimittajien kartoittamista ja tuotteiden soveltuvuuden arviointia autonpurkuvaiheeseen tulee jatkaa.
ELV-autojen käsittely on muuttumassa merkittävästi. Odotettavissa on toimintaympäristön muutos. Alalle syntyy lähivuosina uutta liiketoimintaa ja uusia toimijoita tulee markkinoille. Sillä on vaikutusta nykyisiin toimintatapoihin, myös nykyisten toimijoiden pitää olla valmiita uusiutumaan.
Julkaisun kuva: Azir Er / Pexels.
Hanke toteutettiin 1.9.2024–31.1.2026 yhteistyössä Turun ammattikorkeakoulun ja auton elinkaaren loppuvaiheessa toimivien organisaatioiden kanssa. Yritykset osallistuivat projektiin omana työnään. Mukana olivat Suomen Autokierrätys Oy, Oili Jalonen Oy, Stena Recycling Oy ja Uusioaines Oy. Näiden lisäksi tehtiin yhteistyötä laajasti myös muiden auton elinkaaren lopussa toimivien organisaatioiden kanssa.
Lisäksi toteutettiin muutama opinnäytetyö ja opiskelijat osallistuivat työhön harjoittelujaksojen teemoilla.
Hankkeen vetäjänä ja vastuuorganisaationa toimi Turun ammattikorkeakoulu. Mukana olivat Kiertotalouden liiketoimintamallit, Valmistustekniikan ja Materiaalitekniikan tutkimusryhmät ja näissä ryhmissä toimivat asiantuntijat. Projektipäällikkönä toimi lehtori Henna Knuutila.
Lähdeluettelo:
Autonpurkutestin pöytäkirja. (2025). Autonpurku – materiaalien talteenotto, uudelleenkäyttö ja uusien tuotteiden kierrätettävyys. Turun ammattikorkeakoulu. Viitattu 12.1.2026
Behera, S., Sahoo, B. & Parida, K. (2023). Industrial recycling of end-of-life vehicle windshield glass by mechanical beneficiation and complete recovery of polyvinyl butyral. Journal of Cleaner Production https://www-sciencedirect-com.ezproxy.turkuamk.fi/science/article/pii/S0959652621043572
Behunova, A., Knapcikova, L., Behun, M., Tomas, M., & Mesaros, P. (2021). Intelligent Designing and Increasing the Variability of Healthy Residental Buildings by Customizing Recycled Polyvinyl Butyral. Sustainability, 13 (16), 9073. Intelligent Designing and Increasing the Variability of Healthy Residential Buildings by Customizing Recycled Polyvinyl Butyral. https://www.mdpi.com/2071-1050/13/16/9073
EPRS. (2025). European Parliamentary Research Service. Circularity requirements for vehicle design and management of end-of-vehicles: EU legislation in progress. https://www.europarl.europa.eu/RegData/etudes/BRIE/2023/754627/EPRS_BRI%282023%29754627_EN.pdf
EPRS. (2024a). European Parliamentary Research Service. Circularity of vehicles: Design, production, end-of-life and waste management – Initial Appraisal of a commission impact assessment (COM/2023)451). https://www.europarl.europa.eu/RegData/etudes/BRIE/2024/757827/EPRS_BRI%282024%29757827_EN.pdf
EPRS. (2024b). European Parliamentary Research Service. Implementing the EU´s Critical Raw Materials Act. https://www.europarl.europa.eu/RegData/etudes/BRIE/2024/766253/EPRS_BRI%282024%29766253_EN.pdf
European Commission. (2024). MultiSensor sorting tools in a circular economy approach for the efficient recycling of PVB interlayer material in high-quality products from laminated glass construction and demolition wastes. https://cordis.europa.eu/project/id/101058140
European Comission. ( 2025). Moving towards a more circular automotive sector with agreement on end-of-life vehicles. https://ec.europa.eu/commission/presscorner/api/files/document/print/en/ip_25_3043/IP_25_3043_EN.pdf
Euroopan neuvosto. (2025). Mietintö ehdotuksesta Euroopan parlamentin ja neuvoston asetukseksi ajoneuvojen suunnittelua koskevista kiertotalousvaatimuksista ja romuajoneuvojen jätehuollosta, asetusten (EU) 2018/858 ja 2019/1020 muuttamisesta sekä direktiivien 2000/53/EY ja 2005/64/EY kumoamisesta. https://data.consilium.europa.eu/doc/document/ST-10092-2025-INIT/fi/pdf
Euroopan komissio. (2023). Mietintö ehdotuksesta Euroopan parlamentin ja neuvoston asetus ajoneuvojen suunnittelua koskevista kiertotalousvaatimuksista ja romuajoneuvojen jätehuollosta, asetusten (EU) 2018/858 ja 2019/1020 muuttamisesta sekä direktiivien 2000/53/EY ja 2005/64/EY kumoamisesta. https://data.consilium.europa.eu/doc/document/ST-11888-2023-INIT/fi/pdf
European Union. (2000). EUR-Lex 2000/53/EC. Directive on end-of-life vehicles. https://eur-lex.europa.eu/eli/dir/2000/53/2013-06-11/eng
Finlex. (2015). Valtioneuvoston asetus romuajoneuvoista sekä vaarallisten aineiden käytön rajoittamisesta ajoneuvoissa 123/2015. https://www.finlex.fi/fi/lainsaadanto/2015/123
IEA. (2025). International Energy Agency. EU rules on end-of-life vehicles – Policy overview (incl. Planned revision). https://www.iea.org/policies/21338-eu-rules-on-end-of-life-vehicles
Koepurkuraportti. (2024). Autonpurku – materiaalien talteenotto, uudelleenkäyttö ja uusien tuotteiden kierrätettävyys. Turun ammattikorkeakoulu.
Lasitestin raportti. (2025). Autonpurku – materiaalien talteenotto, uudelleenkäyttö ja uusien tuotteiden kierrätettävyys. Turun ammattikorkeakoulu.
Nevalainen, J. (2026). Opinnäytetyö (viimeistelyvaiheessa).
Nikitakos, V., Porfyris, A.D., Beltios, K., Pfaender, R., Yecora, B., Perez, A., Brkic, F., Miketa, F. & Paraspyrides, C. D. (2025). Closed-Loop Recycling of Poly (vinyl butyral) Interlayer Film via Restabilization Technology. Polymers, 17(3), 317. Closed-Loop Recycling of Poly(vinyl butyral) Interlayer Film via Restabilization Technology
Omron 2D integroitu konenäkökamera FQ2, manuaali.. https://edata.omron.com.au/eData/Vision/Z326-E1-01A.pdf
Paukku, J. (2025). PVB-kalvon irrottamismenetelmät ja käyttökohteet. Benchmark-selvitys. Turun ammattikorkeakoulu.
Pilke, K., Pettersson, E., & Weckman, O. (2025). Car glass – Recycling of PVB from car class laminates. Report. Turku University of Applied Sciences.
Saari, J. (2025). Tuulilasien kierrätyksen haasteet ja mahdollisuudet: PVB-kalvon irrotusmenetelmät ja niiden kehittäminen. Opinnäytetyö (AMK). Kemiantekniikka. Turun ammattikorkeakoulu. https://urn.fi/URN:NBN:fi:amk-2025121135237
Savisaari, S. (2017). Pistepilvitiedon hyödyntäminen korjausrakennushankkeen arkkitehtisuunnittelussa. Arkkitehtuurin tutkinto-ohjelma. Tampereen teknillinen yliopisto. Diplomityö. https://trepo.tuni.fi/bitstream/handle/123456789/24774/Savisaari.pdf
Steger, C., Ulrich, M. & Wiedemann, C. (2008). Machine Vision Algorithms and Applications. Weinheim: WILEY-VCH. (pdf). https://www.wiley.com/en-gb/Machine+Vision+Algorithms+and+Applications%2C+2nd+Edition-p-9783527812899
Suomen Standardisoimisliitto SFS. SFS Online. (2018). Muovit. Kierrätysmuovit. Polyvinyylibutyraalin (PVB) karakterisointi.
Suomen Autokierrätys Oy. (2025). Romuajoneuvojen kierrätys. https://autokierratys.fi/tietoa-auton-kierratyksesta/kierratysjarjestelma/romuajoneuvojen-kierratys/
Tervakangas, A. (2025). Karkaistun lasin talteenotto romuajoneuvoista. Opinnäytetyö, Turun ammattikorkeakoulu. https://urn.fi/URN:NBN:fi:amk-2025121436035
Törmäkangas, V. (2025). Autokierrätyksen nykytila, haasteet ja mahdollisuudet. Opinnäytetyö (AMK). Energia- ja ympäristötekniikka. Turun ammattikorkeakoulu. https://urn.fi/URN:NBN:fi:amk-2025110627280
Julkaisutiedot
Julkaisun nimi: Käytetystä autosta materiaalit talteen ja kiertoon
Kirjoittajat:
Nani Pajunen, johtava asiantuntija, Tekniikka, Kestävä ympäristö, Turun ammattikorkeakoulu
Vesa Törmäkangas, projektityöntekijä, Tekniikka, Kestävä ympäristö, Turun ammattikorkeakoulu
Henna Knuutila, projektipäällikkö, lehtori, Kestävä ympäristö, Turun ammattikorkeakoulu
Liisa Lehtinen, yliopettaja, Tekniikka, Kemiantekniikka ja yhteiset opinnot, Turun ammattikorkeakoulu
Niklas Pelander, projekti-insinööri, Tekniikka, Kemiantekniikka ja yhteiset opinnot, Turun ammattikorkeakoulu
Jussi Karlsson, erityisasiantuntija, Tekniikka, Kemiantekniikka ja yhteiset opinnot, Turun ammattikorkeakoulu
Editointi: Marketta Virta, lehtori, Tekniikka, Kestävä ympäristö, Turun ammattikorkeakoulu
Julkaisija: Turun ammattikorkeakoulu / Talk Reports 9
Julkaisuvuosi: 2026
ISBN: 978-952-216-913-6
ISSN: 2984-4193
